Explore our engineered structural racking and automated shuttle configurations optimized for global distribution networks.






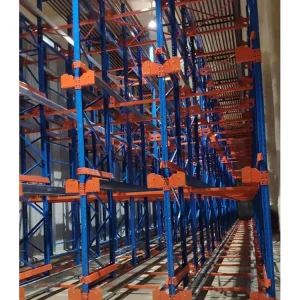
Modern global logistics networks demand unprecedented spatial efficiency, rapid SKU throughput, and fault-tolerant automation. Traditional static racking structures, such as selective pallet systems and drive-in racks, are increasingly giving way to fully autonomous intralogistics ecosystems. Among these, the CE Certified 4-Way Shuttle System represents the apex of high-density warehouse automation.
Unlike conventional two-way radio shuttles that operate strictly in linear lanes, a 4-way shuttle can navigate along both longitudinal and transverse coordinate axes. By utilizing dual-wheel driving assemblies—one set for the X-axis and a deployable perpendicular set for the Y-axis—these autonomous vehicles transition between storage channels and cross-aisles seamlessly. This eliminates the necessity of dedicated heavy forklift access lanes, transforming up to 80% of empty warehouse volume into active, revenue-generating storage space.
From an algorithmic standpoint, the 4-way shuttle system operates under the coordination of a centralized Warehouse Control System (WCS), interfacing dynamically with the core Warehouse Management System (WMS). Real-time pathing optimization, collision avoidance, and fleet dynamic balancing algorithms ensure that multiple shuttles can operate concurrently within the same racking tier. For global procurement directors, choosing a CE-certified layout guarantees that the structural steel, electrical control modules, and kinetic drive-train assemblies conform to the rigorous safety, health, and environmental compliance frameworks mandated in the European Economic Area and recognized worldwide.
Established in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. has developed into a premier powerhouse of structural engineering and automated racking components in China. Over our 14 years of industry experience, supplemented by 8 years of dedicated export experience, we have committed ourselves to engineering advanced, highly durable racking solutions tailored for complex automation integrations.
Our manufacturing facility, located in the global industrial hub of Dongguan, spans a massive 18,600 square meters. To maintain the structural tolerances demanded by autonomous 4-way shuttle systems—where deviation limits are measured in fractions of a millimeter—we have invested in high-precision, automatic production equipment. Our floor houses advanced laser cutters, heavy-duty CNC punching lines, continuous cold-roll forming systems, automated robotic welding stations, and a complete electrostatic powder coating facility.
Our engineering division, backed by 68 R&D engineers, works closely with warehouse automation system integrators to customize rack parameters, ensuring that rail deflection, anchor stability, and vertical tolerances match the exact parameters of automated vehicles. Last year alone, this specialized engineering department engineered and upgraded 126 customized storage solutions. Quality remains our baseline: with an ISO 9001 certified facility, and supported by a robust network of 980 supply chain partners, we enforce meticulous monitoring. Every production lot undergoes rigid dimensional verification, paint thickness gauge analysis, micrometer checks, weld ultrasonic testing, and raw material chemical composition analysis before reaching our clients.
From raw material verification to advanced robotic fabrication and precise quality control testing, we ensure structural absolute compliance.




































An automated 4-way shuttle system is fundamentally different from static racking. Because the shuttle vehicle travels dynamically at speeds exceeding 1.5 m/s while carrying up to 1,500 kg of payload, the racking structure must be designed to withstand high levels of dynamic load, acceleration forces, and emergency braking torque. This demands a rigid engineering approach to structural tolerances.
Structural bracing systems engineered under FEM 10.2.02 guidelines effectively dissipate horizontal inertia forces caused by acceleration and deceleration of multiple shuttles.
Main navigation rails are kept within a localized straightness tolerance of +/- 1.0mm per 10 meters, preventing operational vibration and minimizing wear on polyurethane drive wheels.
Guarantees all onboard electronic, wireless communication, and battery control systems meet European safety and emissions parameters (EN 15095).
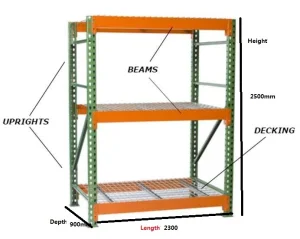
Jinhui's manufacturing process addresses these critical elements by utilizing cold-rolled high-strength structural steel (Q235B and Q355B). The profiles are precisely shaped using custom multi-stage rolling mills to prevent residual internal stresses that could lead to structural warping. Our upright frames and beam configurations conform closely to the RMI (Rack Manufacturers Institute) standards and European FEM 10.2.02 codes. By providing CE-certified structures, Jinhui guarantees that our components integrate seamlessly with automated systems engineered by global system integrators.
Sourcing automated racking components from Jinhui in China offers a strategic advantage in terms of cost efficiency, manufacturing scale, and vertical integration. The Pearl River Delta operates as a leading manufacturing cluster, housing raw steel coil suppliers, high-tensile bolt manufacturers, chemical powder coating producers, and automated electronics assemblers in close proximity.
| Feature Spec | Jinhui Engineered Racking | Standard Racking Suppliers |
|---|---|---|
| Steel Grade Option | Q235B / Q355B high-strength steel (verified mill certificate) | Commercial grade steel with inconsistent yield points |
| Manufacturing Tolerance | Within ±0.5mm punch pitch, ±1mm overall rail alignment | ±2.0mm to 3.0mm deflection range (causes shuttle derailment) |
| Welding Certification | AWS / EN ISO ISO-9001 certified automatic robotic welding | Manual welding without third-party weld testing |
| Surface Coating Quality | Electrostatic powder coating (average thickness ≥ 80μm) | Thin, inconsistent spray (<45μm) prone to chipping |
| Traceability Process | Full material batch tracking & barcode traceability | No clear raw material heat batch tracing |
This localized supply chain allows Jinhui to source raw materials efficiently and maintain strict cost control. With a network of over 980 partners, we can scale our production up to hundreds of tons per day to keep large-scale projects on schedule. In addition, our proximity to major deep-water ports like Shenzhen and Guangzhou simplifies shipping, enabling reliable transit routes to Europe, North America, Southeast Asia, Australia, and the Middle East.
Deploying an automated 4-way shuttle system requires extensive post-sale technical support, localized testing, and tailored mechanical calibration. System performance is heavily influenced by the local environment, including operating temperature and floor conditions. Jinhui collaborates with local integration partners to provide responsive support on the ground.
Cold chain facilities require high storage density to offset the substantial energy costs of refrigeration. In deep-freeze environments, mechanical components are vulnerable to thermal contraction and condensation-induced corrosion. Jinhui addresses these challenges by using specialized low-temperature steels, marine-grade zinc-rich powder coatings, and dynamic components designed for extreme environments. Our rails are engineered to remain stable during temperature swings, preventing structural warping or shuttle traction issues.
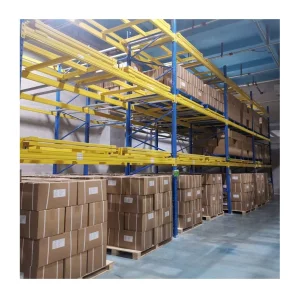
E-commerce operations require high speed, flexibility, and the ability to process sudden spikes in order volume. In these settings, 4-way shuttle systems must support both First-In-First-Out (FIFO) and Last-In-First-Out (LIFO) configurations. Jinhui's racking systems feature modular layouts that allow WCS software to dynamically assign routes, helping operators manage high throughput during peak demand periods.
Handling heavy industrial components requires structural rigidity and high load capacity. Our shuttle racking solutions are constructed with reinforced upright profiles, box-section beams, and thick steel rails. This configuration minimizes rail deflection under loads up to 1,500 kg per pallet, ensuring long-term structural integrity and safe shuttle operation.
Get expert answers to common technical, structural, and procurement questions about 4-way shuttle racking integration.
Complete your warehouse optimization with our versatile range of heavy-duty, push-back, and cantilever structural racking systems.