Maximize space utilization by up to 85% with our industry-certified, heavy-duty mobile warehouse structures.







Your Trusted Partner in Enterprise Warehouse Storage & Automation Engineering
Established in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. has developed into a premier force in manufacturing warehouse storage systems. Operating from a state-of-the-art facility covering over 18,600 square meters, we are committed to streamlining material handling across logistics centers, cold chains, supermarkets, and heavy industrial facilities globally.
Our infrastructure features advanced automated production lines, precision laser cutting machines, multi-axis CNC punching equipment, specialized robotic welding systems, and integrated electrostatic powder coating lines. Underpinned by a rigorous quality control framework certified to ISO 9001 standards, we deploy 46 experienced quality inspectors to execute exhaustive loading capacity testing, coating thickness inspections, dimensional audits, and welding strength checks before any shipment departs.
With an established network of over 980 supply chain partners, we ensure stable access to high-grade steel profiles and component supplies. This robust sourcing foundation enables us to maintain cost competitiveness and reliable lead times for distributors, system integrators, and logistics contractors across Europe, North America, Southeast Asia, South America, Australia, and the Middle East.
Exploring structural design, thermal performance, global standards, and space optimization.
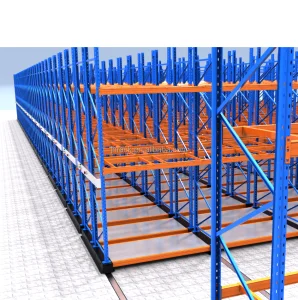
Traditional static pallet racking systems require dedicated aisles between every single rack row, committing up to 60% of the valuable floor space solely to forklift pathways. Motorized mobile racks eliminate these redundant pathways by mounting rack columns onto high-capacity electric-driven mobile carriages. Under this operational scheme, the entire storage block features only a single, dynamic aisle that moves upon operator command or automatically through integrated Warehouse Management System (WMS) control.
By transforming static aisles into usable storage locations, facilities can increase total pallet positions by 80% to 120% within the exact same building footprint. This structural upgrade translates directly into lowered capital expenditures on new building constructions, diminished utility bills, and higher volumetric storage efficiency.
Nowhere is warehouse space more expensive than inside temperature-controlled environments. Cold storage and deep-freeze operations consume immense electrical power to maintain temperatures down to -30°C. Minimizing the total refrigerated volume per pallet is the primary objective of cold room design.
Our corrosion-resistant motorized mobile racking systems are specifically optimized for cold rooms:
• Low-Temperature Lubrication: Specialized greases and sealants designed to prevent freezing and mechanical blockages.
• Resilient Electrical Components: Anti-condensation heaters inside control cabinets, IP65-rated limit switches, and low-temperature cables.
• Optimized Heat Flow: Carriage programming supports a nighttime "airflow setting," positioning the racks with equal spacing during off-hours to allow optimal cold air circulation, minimizing power usage.
Industrial structural safety rules vary significantly by region. As a globally recognized manufacturer and exporter, Jinhui manufactures racks conforming strictly to major international structural codes:
• CE Certification: Ensuring electrical and mechanical system compliance with European safety, health, and environmental standards.
• RMI & FEM Standards: Designing structures compliant with the Rack Manufacturers Institute (USA) guidelines and the Federation Européenne de la Manutention (FEM 10.2.07) for safe load deflection limits and seismic stress response.
• ISO 9001 Integration: Tracking raw material coils through batch code logging, guaranteeing steel traceability and verified yield strengths.
The evolution of warehouse racking is digital. Jinhui's engineering department is actively developing integration modules to transition racking systems from purely mechanical frameworks into smart material handling units:
• Sensor Networks (IoT): Continuous monitoring of carriage alignment, floor levels, and structural load distributions via integrated laser rangefinders and strain-gauge sensors.
• WCS & API Integration: Open communication protocols allowing direct interfaces with modern WCS and WMS systems, enabling auto-opening of the correct aisle as soon as a forklift operator receives a pick order.
• Green Drive Units: Utilizing variable-frequency drives (VFDs) paired with energy recovery units to recapture kinetic energy during deceleration cycles, reducing overall power consumption.
Reduces aisle footprints to a single dynamic corridor, boosting total storage density by up to 85% compared to standard configurations.
Equipped with photoelectric light barriers, emergency stop circuits, and obstacle sensors to guarantee secure operation.
Powered by industry-standard Siemens control architectures, enabling seamless connections to WMS platforms.
Step-by-step visual documentation of our precision engineering, manufacturing equipment, and strict quality assurance testing.




































Get clear answers regarding load limits, structural integrity, operating systems, and layout adjustments.
A: Traditional selective pallet systems require multiple aisles for material handling equipment access. A motorized system mounts standard pallet racks on motorized bases that travel on embedded rails. This setup condenses multiple aisles into a single dynamic aisle, recovering up to 50% of wasted space and increasing pallet capacity by 80% to 120% within the same layout.
A: Safety is critical for dense mobile structures. Our systems use multiple safeguards: 1) Photoelectric safety barriers running along the bottom and sides to stop all movements if an obstacle is detected. 2) Visible and audible alarms indicating aisle openings. 3) Emergency stop buttons placed on every carriage. 4) Back-end limit bumpers and automated drift sensors to ensure straight carriage travel.
A: Sub-zero temperatures can compromise materials and components. We use low-temperature alloy steels that resist cold brittleness, paired with IP65-rated control panels equipped with internal heaters to prevent condensation. Drive motors and gearboxes use specialized low-viscosity synthetic oils rated for sub-zero temperatures down to -30°C.
A: Yes. Existing upright frames and beams can often be retrofitted onto our motorized mobile carriages. However, this conversion requires installing floor tracks (either surface-mounted or embedded in the concrete slab). Our engineering team can assess your current warehouse slab thickness and structural capacity to determine the best retrofitting approach.
A: Regular maintenance ensures long-term operational safety. Key tasks include checking and vacuuming the floor guide rails to remove debris, inspecting carriage wheel bearings, checking drive motor fluid levels, and verifying safety sensor alignment. We recommend a full technical inspection every six months, which can be done by our team or local service partners.
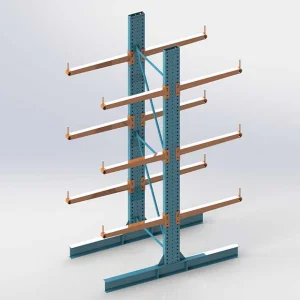
Explore our complete range of heavy-duty warehouse storage options, cantilever racks, shuttle systems, and mezzanine floors.