Explore our top-tier heavy-duty industrial racking configurations engineered for maximum space optimization.







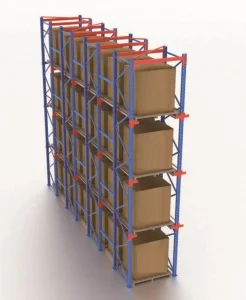
In the current industrial footprint landscape, footprint optimization is no longer just a metric of efficiency—it is a critical element of global supply chain survival. High real estate costs, structural construction overheads, and the growing demand for temperature-controlled storage solutions have pushed businesses away from low-density standard selective racking systems to high-density alternatives. Drive-in racking stands at the forefront of this transition, offering high-density pallet storage by utilizing LIFO (Last-In, First-Out) material flow logic.
Our systems minimize forklift access aisles, allowing logistics operators to recover up to 75% more vertical and horizontal space compared to standard selective setups. By allowing transport machinery to physically drive into the racking bays, these systems transform aisles into storage channels, creating highly efficient systems for products with high volume and low SKU counts.

The global warehousing market is shifting towards smarter, high-durability structures. Here are the trends shaping the industry.
With global demand for frozen food, pharmaceuticals, and fresh produce rising, warehouses must operate in extreme temperatures. Cold storage space is expensive to build and maintain; therefore, drive-in racking is highly utilized to maximize storage density and lower cooling energy costs per pallet.
Modern engineering relies on high-strength structural materials. The transition from standard Q235 steel to premium Q355B structural steel allows manufacturers to design slimmer columns that hold higher weight thresholds, offering safety margins even in high seismic zones.
Traditional drive-in frames are evolving to integrate with semi-automated radio shuttle systems. This provides a scalable upgrade path for growing distribution centers, allowing them to shift from drive-in to shuttle configurations without replacing the main upright structure.
How top procurement managers evaluate manufacturers for large-scale engineering installations.
Corporate buyers and engineering contractors prioritize safety, certification, and longevity. Drive-in systems require precise alignment; deviations of even a few millimeters can compromise structural safety when forklift operators navigate narrow storage lanes.
Because forklift trucks physically enter the racking frame, these systems are more prone to impact damage. As a result, global procurement requirements include:
• Structural Steel Certification: Mill certificates indicating trace materials and yield strengths (such as Q235B and Q355B structural grade steel).
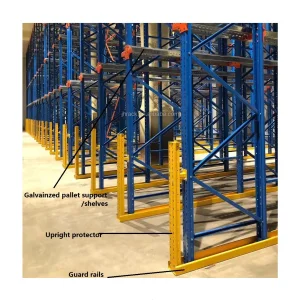
• Corrosion Resistance: Hot-dip galvanizing and heavy-duty powder coating finishes to prevent rusting, particularly in sub-zero cold room environments.
• Protective Accessories: Upright column protectors, ground guide rails to assist forklift positioning, and back-stops to limit pallet placement errors.
A deep dive into Dongguan Jinhui Storage Equipment Co., Ltd.’s 18,600 square meter state-of-the-art facility.
Since our establishment in 2017, we have built structural engineering capacities that set us apart from competitors. Backed by 14 years of industry experience and an expert roster of 68 R&D engineers, we design systems that match your specific warehousing dimensions. Our facility is equipped with automated structural rolling mills, laser cutting machines, CNC pressing lines, and robotic welding stations to ensure consistent welding strength and dimensional accuracy.































Our quality control team of 46 experienced inspectors ensures zero structural failures.
Before loading shipments, our QA lab tests for load capacity, paint thickness, and weld integrity under ISO 9001 protocols. This prevents paint chipping, system failure, and structural shifting during cold storage operations.




Where high-density LIFO configurations perform best.
Refrigerated space has high operational costs. Drive-in systems maximize capacity to lower the volume of air that needs cooling, saving significant energy.
Best for storing single-formula chemicals and materials in bulk before distribution, optimizing floor utilization for batch manufacturing.
Ideal for fast-moving consumer goods with high pallet volumes per SKU, allowing swift batch preparation with minimal forklift transit distances.
Answers to technical and commercial questions about drive-in racking projects.
Browse our standard and customized high-density systems designed for international logistics operations.