Explore our core range of heavy-duty push-back storage systems certified by international standards and manufactured for ultimate safety and performance.







In modern industrial logistics, optimization of floor footprint combined with rapid material throughput is a core performance index. Push-back racking systems represent one of the most effective structural solutions for dense, high-capacity warehousing. As global logistics grids contend with skyrocketing real estate costs and localized urban storage deficits, operations managers are shifting from traditional selective racking to dynamic storage systems.
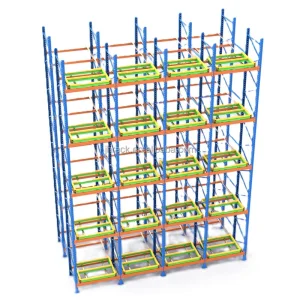
Unlike standard drive-in racks, which require forklift operators to physically enter the rack bays, push-back racking operates on a Last-In, First-Out (LIFO) configuration using nested wheeled carts that ride along inclined rails. When a pallet is loaded from the face of the rack, it pushes the existing pallet back, nested on a series of telescoping carts. As pallets are retrieved, gravity gently rolls the remaining pallets forward to the picking aisle. This configuration substantially reduces loading and unloading cycle times, increases pallet location safety, and eliminates the risk of rack collisions inherent in drive-in systems.
Globally, the push-back racking market is experiencing significant growth. Engineering contractors, e-commerce giants, and cold chain food distributors are prioritizing 2-to-6 pallet deep systems to balance the high density of drive-in systems with the fast product accessibility of selective layouts.
When selecting a high-density warehouse storage architecture, it is essential to evaluate structural capability against operational demands. Below is an engineering comparison of push-back racking against other high-density configurations:
| Racking Type | Storage Density | Access Speed (Throughput) | SKU Selectivity | Risk of Rack Damage | Optimal Depth |
|---|---|---|---|---|---|
| Push-Back Racking | High (up to 75% space utilization) | Fast (Forklift remains in main aisle) | Medium (1 SKU per lane) | Low (Extruded structural profiles) | 2 to 6 Pallets Deep |
| Selective Pallet Racking | Low (approx. 40% space utilization) | Very Fast (Direct access to every pallet) | High (100% SKU access) | Low to Medium | 1 Pallet Deep |
| Drive-In Racking | Very High (up to 85% utilization) | Slow (Forklift enters rack bay) | Very Low (Entire lane must be same SKU) | High (Frequent rack impacts) | 5 to 10+ Pallets Deep |
| Pallet Flow Racking | Extremely High (FIFO system) | Fast (Separated load/unload sides) | Medium | Low (Uses gravity braking systems) | 2 to 20+ Pallets Deep |
Dongguan Jinhui Storage Equipment Co., Ltd. is a professional manufacturer specializing in warehouse storage solutions and industrial racking systems in China. Since its establishment in 2017, the company has been dedicated to providing high-quality storage equipment for warehouses, factories, logistics centers, supermarkets, and distribution facilities worldwide.
Our manufacturing facility covers over 18,600 square meters, equipped with advanced automatic production lines, precision laser cutting machines, CNC punching equipment, robotic welding systems, and powder coating lines. With strict production management and continuous innovation, we provide reliable and cost-effective storage solutions for customers across different industries.
Jinhui offers a comprehensive range of products including selective pallet racks, heavy-duty warehouse racking, longspan shelving, mezzanine floor systems, drive-in racks, cantilever racks, mobile shelving, steel platforms, wire mesh containers, and customized storage solutions. Every product is designed to maximize warehouse efficiency, improve space utilization, and enhance operational safety.
With an annual export revenue of approximately USD 16 million, our products are exported to more than 50 countries and regions. We have accumulated 8 years of export experience and 14 years of industry experience, serving customers with professional technical support and efficient international trade services.
Quality is the foundation of our business. Our factory operates under a strict quality management system with ISO 9001 certification. Every production process is monitored carefully, and finished products undergo load capacity testing, dimensional inspection, coating thickness measurement, and welding strength inspection before shipment. Our professional quality control team consists of 46 experienced inspectors, ensuring consistent product quality and customer satisfaction.
Supported by over 980 supply chain partners, we maintain stable material sourcing and efficient production schedules, allowing us to deliver projects on time while maintaining competitive pricing.
Our major customers include warehouse solution distributors, logistics companies, industrial manufacturers, retailers, wholesalers, engineering contractors, and e-commerce fulfillment centers across Europe, North America, Southeast Asia, Australia, South America, and the Middle East.
Jinhui has established a strong research and development team with 68 R&D engineers, providing OEM & ODM customized solutions based on warehouse layout, load requirements, and operational needs. Last year, our engineering team successfully launched 126 new products and upgraded storage solutions, demonstrating our continuous commitment to innovation.
Driven by the philosophy of quality, innovation, and customer satisfaction, Dongguan Jinhui Storage Equipment Co., Ltd. strives to become a trusted global partner for warehouse storage systems, delivering durable products, professional service, and long-term value to customers around the world.
Step-by-step visual workflow of our raw material processing, manufacturing operations, and precise structural inspections.




































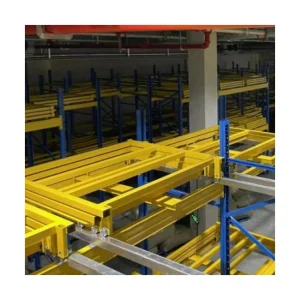
A high-performance push-back racking system is built on strict physics principles. The design features a rail gradient ranging from 2.5% to 3.0%. This incline is calibrated to allow gravity to roll pallets to the front aisle smoothly without generating excess speed that could destabilize the load.
The core mechanism of a push-back system relies on nesting carts that glide on heavy-duty steel wheels. For a 3-pallet deep setup, two nested carts sit inside the bay. The first pallet is placed directly on the top cart. When the second pallet is loaded, the forklift operator pushes the top cart back, exposing the second cart. The third pallet is placed directly on the rails. Engineering this cart nesting sequence requires precision alignment to avoid jamming or derailment over years of continuous operation.
In structural design, raw materials dictate load performance under pressure. Jinhui utilizes premium Q235B and Q345B structural steels. Q235B is an industry-standard carbon structural steel featuring a yield strength of 235 MPa, offering optimal ductility and ease of welding. Q345B, a low-alloy high-strength steel with a yield strength of 345 MPa, is deployed in cold storage and extra-heavy load zones. It provides superior load capacity and impact resistance in temperature-controlled environments.
To resist warehouse humidity, dust, and mechanical wear, all steel profiles undergo shot blasting followed by electrostatic powder coating. Jinhui's multi-stage powder spray line applies an even dry film thickness (DFT) of 60 to 80 microns. This finish resists impact, scratching, and chemical corrosion, meeting international standard specifications.
Push-back pallet racking systems are highly adaptable, supporting industrial and distribution applications worldwide. By understanding these application demands, suppliers can engineer custom structural layouts for specific environments:
Cold storage real estate is expensive to build and maintain. Maximize thermal efficiency by utilizing push-back systems, which pack pallet positions closely to minimize empty space. Q345B steel maintains structural integrity at low temperatures, making it suitable for cold storage facilities down to -30°C.
High SKU turnover and seasonal demand shifts require adaptable systems. Push-back racking permits dedicated lanes per SKU, allowing pickers to retrieve inventory quickly without moving through long drive-in aisles. This setup speeds up picking rates and helps logistics managers hit tight delivery windows.
For high-volume goods with medium-term expiration windows, a 3-to-4 deep push-back configuration provides a reliable balance of density and accessibility. It allows warehouses to group identical products in single lanes, making batch control and FIFO tracking easier at the aisle face.
Jinhui systems conform to globally recognized design standards, including the RMI (Rack Manufacturers Institute) specification, AS4084-2012 (Australian Standard for Steel Storage Racking), CE certification, and ISO 9001. This ensures easy integration with international logistics systems and compliance with safety regulations.
Technical explanations and engineering answers to key questions about push-back pallet storage systems.
Discover more heavy-duty warehouse storage and structural racking configurations manufactured by Dongguan Jinhui.