How Modern Distribution Centers Translate Spatial Footprints into Direct Competitive Advantages
The global warehousing landscape is facing unprecedented challenges: real estate acquisition costs have risen sharply, labor markets are volatile, and customer expectations require zero-error rapid order processing. In this high-pressure context, traditional selective pallet racking falls short due to its spatial inefficiency. Up to 60% of volume can be wasted on forklift access aisles.
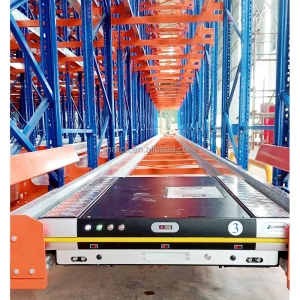
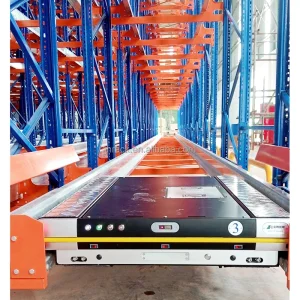
Radio Shuttle Racking bridges the gap between conventional selective racks and costly, rigid automated storage and retrieval systems (AS/RS). By employing self-powered pallet runners that traverse high-depth lanes, this technology eliminates the need for forklifts to enter structural channels, reducing vehicle damage, saving labor time, and increasing warehouse capacity by up to 80% compared to selective setups.
Global logistics operations in Europe, North America, and Southeast Asia are increasingly moving towards semi-automated dynamic racking to build resilient supply chains. The integration of intelligent shuttle cars allows facilities to switch effortlessly between LIFO (Last-In, First-Out) and FIFO (First-In, First-Out) inventory flows, matching the fast-paced cycles of modern businesses.
| Racking Type | Storage Density | Safety Profile | Selectivity |
|---|---|---|---|
| Selective Racking | Low (35-40%) | Moderate | 100% Immediate |
| Drive-In Racking | High (60-70%) | Low (Risk of Collision) | Poor (LIFO only) |
| Radio Shuttle | Very High (75-85%) | High (No forklift collision) | Flexible (LIFO & FIFO) |
*Calculations are based on structural rack design standards including FEM 10.2.02 and SEMA codes for warehouse environments.
A Premier Industrial Rack Manufacturer Driving Storage Innovation Worldwide Since 2017

18,600+ Sqm
Advanced Manufacturing Facility
Established in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. is a leading manufacturer specializing in warehouse storage solutions and industrial racking systems in China. Over our 14 years of industry experience and 8 years of export experience, we have built a reputation for providing reliable and cost-effective storage equipment for warehouses, factories, logistics centers, supermarkets, and distribution facilities worldwide.
Our manufacturing facility spans over 18,600 square meters and is equipped with advanced automatic production lines, precision laser cutting machines, CNC punching equipment, robotic welding systems, and powder coating lines. This enables us to maintain tight dimensional tolerances and surface finish quality across high-volume production runs.
Jinhui offers a comprehensive range of products, including selective pallet racks, heavy-duty warehouse racking, longspan shelving, mezzanine floor systems, drive-in racks, cantilever racks, mobile shelving, steel platforms, wire mesh containers, and customized storage solutions. Every product is engineered to optimize warehouse space utilization, improve structural security, and increase operational efficiency.
Backed by more than 980 supply chain partners, we maintain stable material sourcing and efficient production schedules, enabling us to deliver projects on time while maintaining competitive pricing.
Annual Export Revenue
Expert R&D Engineers
Professional QC Inspectors
Countries & Regions Served
Combining Advanced Robotics and Strategic Raw Material Sourcing for Global Distribution
Our factory processes raw steel through automated fabrication stages, ensuring each upright frame, load beam, and shuttle rail meets international structural standards. By choosing premium steel alloys (Q235B and Q355B), we deliver high strength, excellent load capacity, and durability in low-temperature cold storage environments.
































Implementing Strict Metrological Testing Procedures to Guarantee Safe and Durable Warehousing
Our quality system is certified under ISO 9001 standards. Structural stability is critical in high-density automated shuttle systems, as tolerance variances of even a few millimeters can cause shuttle sensor errors or operational downtime. Our QA framework covers every phase of manufacturing, from steel coil analysis to final load test verification.
To ensure high compliance, our professional quality control team consists of 46 experienced inspectors. Each product batch undergoes load capacity testing, dimensional inspection, coating thickness measurement, and welding strength inspection before dispatch. The inspection tools shown on the right are vital to our daily quality assurance process, confirming every profile meets structural engineering requirements.
Led by our team of 68 R&D engineers, we offer custom OEM & ODM warehouse systems designed around dynamic structural behavior, localized seismic conditions, and specialized storage loads. Last year alone, our engineering team successfully deployed 126 new products and upgraded storage designs, assisting partners in food logistics, heavy manufacturing, and chemical industries.

Micrometer Gauge

Vernier Caliper

Thickness Gauge
Adapting Smart Racking Technology to International Compliance, Regional Norms, and Harsh Cold Chain Environments
Cold storage facilities face high operating costs per square meter. Our shuttle racking maximizes storage density while Jinhui shuttles operate reliably down to -25°C, using low-temperature lubricants, specialized lithium batteries, and condensation-resistant electronics.
Fast-Moving Consumer Goods require dynamic storage options. By utilizing FIFO lanes, our systems allow food and beverage distributors to track batch expiration dates, ensuring smooth stock rotation and preventing product expiration losses.
We engineer systems to satisfy major international structural codes. Whether your warehouse requires compliance with SEMA (UK), FEM 10.2.02 (Europe), RMI (USA), or AS4084 (Australia), our engineers customize structural designs to meet local seismic and safety mandates.
Direct Answers from Our Engineering Department Regarding Layouts, Specifications, and Technical Performance
LIFO (Last-In, First-Out): The racking block is accessed from one side only. Forklifts load and retrieve pallets from the same face. This setup maximizes space utilization by utilizing deep lanes against warehouse walls.
FIFO (First-In, First-Out): The racking system is accessed from two sides—one for loading and the opposite for retrieval. This configuration is ideal for products with expiration dates, such as food, pharmaceuticals, and fast-moving consumer goods, as it maintains strict batch rotation.
Standard batteries lose efficiency in sub-zero environments. To address this, Jinhui uses specialized lithium iron phosphate (LiFePO4) battery packs equipped with integrated thermal management heaters.
These custom battery packs automatically warm themselves during charging and maintain optimal operational temperatures in environments down to -25°C. This prevents sudden voltage drops and ensures a consistent 8-hour shift lifespan under normal load cycles.
High-density automated storage systems require precise rail alignment. Our design team recommends maintaining horizontal track deviations within ±2mm across a single lane.
Our shuttle rails are roll-formed from high-yield Q355B steel, featuring an integrated profile with anti-derailment lips. This profile ensures consistent tracking for the shuttle's polyurethane guide wheels, reducing friction and extending the lifetime of the electronic drive components.
Jinhui shuttle cars use industrial wireless remote controls operating on standard 2.4 GHz or 5.8 GHz frequencies. They are designed to integrate with Warehouse Management Systems (WMS) and Warehouse Control Systems (WCS) via Modbus or Ethernet protocols.
For safety, each shuttle is equipped with laser obstacle scanners, mechanical end-stop bumpers, rail sensors, and pallet alignment indicators. The shuttle will automatically pause operation if an unexpected object or misaligned pallet is detected within its travel path, preventing structural damage.
Our standard manufacturing lead time is 30 to 45 days after project drawings are finalized. This timeline is supported by our 18,600 sqm production facility, automated lines, and a reliable network of over 980 supply chain partners.
Custom structural calculations, specialized powder coatings (e.g., hot-dip galvanized rails for cold storage), and electrical integrations are completed within this timeframe to ensure on-time delivery for global projects.