Engineered to maximize overhead space utilization while ensuring top-tier dynamic safety profiles.
Understanding the shifts in supply chain models toward modular, flexible storage infrastructure.
In modern industrial logistics, static floor-bound operations have become obsolete. The global distribution landscape demands modularity, high volumetric density, and absolute configuration flexibility. This evolution has elevated stacking racks from simple storage units to highly engineered tactical components of dynamic storage networks.
Unlike traditional fixed racking systems, modern modular stacking racks offer warehouses the capability to adapt to seasonal inventory swings without reserving permanent layout footprints. When global shipping patterns change, facilities must adjust footprints rapidly. Stacking racks feature detachable posts or foldable structures, enabling warehouses to pack away unneeded frames and recover up to 80% of floor space. This is critical for locations dealing with structural material storage, heavy cold-chain containers, and fluctuating e-commerce SKUs.
The manufacturing capabilities of stacking rack factories play a vital role in standardizing global logistics. As modern storage incorporates automated guided vehicles (AGVs) and warehouse management systems (WMS), racking dimensions must be produced with extreme precision. Jinhui Storage utilizes robotic manufacturing and precision roll forming to meet tolerance criteria, ensuring smooth interfaces with automated warehouse fleets.
Established
Production Facility
Annual Exports
R&D Engineers
Understanding the physics behind heavy-duty loads and high-density vertical configurations.
Utilizing high-grade Q235B and Q355B structural steel, our racking systems deliver robust yield strength under intense load situations. We monitor sheet and tube thicknesses to prevent buckling when units are stacked up to six levels high.
Through automated robotic welding lines, our stacking racks undergo deep, consistent weld profiles. This precise joint connection distributes stresses evenly, preventing failures at load points during forklift movements.
Using advanced pre-treatment shot blasting and electrostatic powder coating, we protect the racking components from rust, impacts, and temperature swings. This makes our systems suitable for ambient warehousing, manufacturing areas, and cold storage.
A leading factory for high-performance warehouse racking systems and custom industrial logistics solutions.
Established in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. has developed into a leading industrial warehouse storage manufacturer in China. With a modern production facility spanning over 18,600 square meters, Jinhui combines high-output production capacity with reliable engineering. Our factory features automated roll forming machines, fiber laser cutting units, CNC punching systems, automated welding cells, and electrostatic powder coating lines.
Jinhui manufactures a wide range of warehouse equipment, including selective pallet racks, heavy-duty shelving, cantilever systems, drive-in structures, mobile storage units, steel mezzanine floors, stackable metal boxes, and custom industrial solutions. Every design is built to optimize overhead space, streamline material handling, and meet international safety standards.
Exporting to more than 50 countries across Europe, North America, Southeast Asia, Australia, and the Middle East, Jinhui achieves an annual export revenue of USD 16 million. Backed by 14 years of industry experience and 8 years of international trade operations, our technical teams guide clients through the entire process—from initial CAD layouts to final logistics shipping.
Our quality management workflow is certified under ISO 9001. A dedicated team of 46 quality control technicians monitors production from raw steel sheets to final structural testing. Our engineering team of 68 specialists offers robust OEM & ODM services, designing custom solutions that match specific loading and dimensional requirements.
A visual tour of our production facility, showing how raw steel is transformed into industrial-grade storage racks.




































How leading companies employ customized racking systems to improve storage capacity and streamline material flow.
1. Automotive Component Logistics: The manufacturing flow of automotive components operates on tight timelines. Industrial logistics centers use heavy-duty stackable storage racks to handle engines, drivetrains, and body panels. This modular approach allows components to transition directly from regional transport to the factory floor without extra repacking, reducing labor costs and material damage.
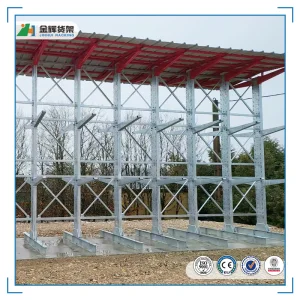
2. Temperature-Controlled Logistics: Cold storage facilities face high operational costs. Utilizing space efficiently is critical to managing energy usage. Standard fixed racks are difficult to rearrange within frozen zones. Heavy-duty hot-dip galvanized stacking racks allow operations to configure layouts dynamically, maximizing storage density and maintaining free airflow to keep temperatures uniform.
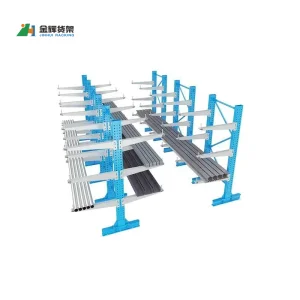
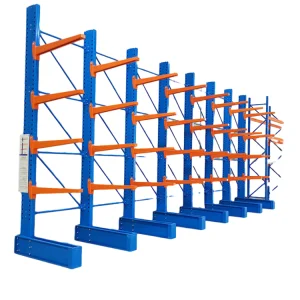
3. Steel Pipe and Heavy Industrial Material Handling: Storing long, heavy materials like steel tubing, conduit, and flat-packed lumber presents safety challenges. Heavy-duty cantilever structures provide stable, continuous support arms that eliminate front upright obstructions, making loading and unloading with heavy lift machinery safer and faster.
The integration of structural racking systems with automated machinery and IoT tracking networks.
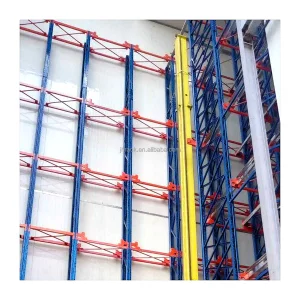
The material handling sector is transitioning from static storage to integrated warehouse ecosystems. Racks are no longer passive steel supports; they are functional components in automated environments. By designing structures compatible with 4-way shuttle vehicles and automated retrieval configurations, factories ensure that storage components can interface smoothly with modern robotics.
Environmental impact is also shaping manufacturing choices. Eco-friendly powder coatings and recycled alloy components help organizations lower their operational carbon footprints. Structurally, manufacturers are refining cross-sectional profiles through computer-aided design to increase load capacities while reducing overall steel weight, lowering shipping emissions and raw material usage.
Technical guidance and design recommendations from our engineering team.
Our standard heavy-duty stacking racks support structural loads ranging from 1,000 kg to 2,500 kg per unit. Our engineering team customizes wall thickness and steel grade specifications to meet the static and dynamic loading requirements of each facility.
Hot-dip galvanizing bonds a zinc layer to the steel, providing protection for high-moisture, outdoor, or sub-zero environments. Electrostatic powder coating offers an impact-resistant, cost-effective finish ideal for indoor facilities and retail settings.
We design our structural systems with safety factors ranging from 1.5 to 2.0 under static conditions. This provides a margin of safety against minor impacts, load placement variations, and typical forklift maneuvers during daily operations.
Explore our targeted industrial systems designed for manufacturing, bulk logistics, and automated storage.