Engineered to optimize structural safety, load-bearing capacities, and rapid access throughput.







Understanding structural safety, regulatory standards (CE/EN), and high-density space efficiency in heavy-load warehousing.
In the era of automated distribution hubs and globalized logistics chains, warehouse storage systems are no longer merely passive structures of steel. They are high-precision components of active facility ecosystems, built to withstand extreme static and dynamic loads. A single racking failure can lead to catastrophic inventory loss, operation shutdowns, and most importantly, personal injury. Consequently, global procurement teams, structural engineering consultants, and operations directors prioritize two pillars: CE structural compliance and high-efficiency fabrication tolerances.
CE certification (specifically in accordance with EN 15512 and FEM 10.2.02 standard frameworks) ensures that heavy-load storage racking is engineered with verified safety margins. This standard mandates strict finite element analysis (FEA), verified steel grade chemical properties, precise structural deflection limits, and robust seismic configuration designs. As global distribution demands increase, sourcing systems from factories capable of delivering European standard certified structures becomes critical to business continuity and insurance compliance.
Strict mechanical verification of cold-formed steel sections under variable loads, including local buckling, global buckling, and torsional rigidity checks under European regulations.
Every dynamic racking deployment undergoes Finite Element Analysis to withstand horizontal acceleration forces, ensuring stability during seismic events.
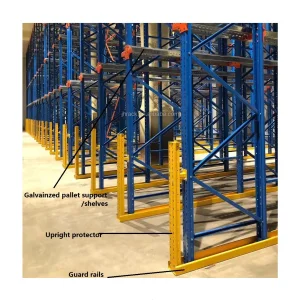
Applying dual-phase thermosetting powder coatings and heavy-duty corner guards to safeguard structural members from continuous forklift contact.
A premier Chinese manufacturing partner for warehouse automation and heavy-load structural systems.
Established in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. has grown to become a leading manufacturer specializing in industrial racking systems and high-density warehouse storage solutions. Strategically situated in China's manufacturing heartland, the company delivers high-quality storage equipment tailored for warehouses, factories, distribution facilities, logistics centers, supermarkets, and complex automated fulfillment facilities worldwide.
Our modern manufacturing base spans over 18,600 square meters, utilizing cutting-edge machinery designed to uphold structural precision. These include automatic continuous punch lines, high-precision laser cutting setups, CNC punching machinery, robotic welding arrays, and high-performance powder coating lines. Backed by rigorous factory management systems, we combine reliable raw materials and automated processes to supply cost-effective storage solutions across all continents.
Industry Experience
Export Experience
Annual Export Value
R&D Engineers
QC Inspectors
Jinhui's comprehensive product lineup includes selective pallet racks, heavy-duty industrial shelving, multi-tier mezzanine floors, drive-in systems, heavy duty cantilever racking, mobile shuttle units, wire mesh containers, and bespoke steel structures. Each storage asset is carefully calculated to optimize vertical space, secure logistics throughput, and reduce picking cycle times.
Combining high-grade steel, automated fabrication, and complete supply chain integration.
China commands the world's most robust steel supply chains. We build systems using certified, high-strength cold-rolled carbon steel profiles directly from national mills, ensuring consistent yield strength.
Located in Guangdong's industrial belt, Jinhui accesses over 980 supply chain partners. This ensures rapid material supply, customizable metal attachments, and efficient manufacturing turnaround times.
With 68 dedicated R&D engineers, we custom-engineer racking configurations tailored to exact storage weights, bay clearances, and forklift dimensions. Last year alone, we introduced 126 new and upgraded designs.
Automated manufacturing systems allow us to process large orders without compromising lead times. Our annual export capacity reaches over 50 countries, including key markets in Europe, North America, Southeast Asia, and the Middle East.
Visual tour of the processes, machinery, and inspection instruments driving Jinhui quality.




































Systematic space engineering for cold storage, e-commerce, automotive, and heavy logistics.
Industrial heavy-load racking is rarely a one-size-fits-all product. Different operating environments require specific configurations to balance safety, storage density, and load-handling speeds:
For temperatures down to -30°C, material brittleness poses a challenge. Jinhui uses specialized cold-resistant steel grades combined with automated shuttle systems. This reduces cold loss by maximizing space utilization and minimizes manual labor inside freezing chambers.
By shrinking aisle widths to less than 1.8 meters and stacking uprights up to 15 meters high, VNA systems optimize storage footprints. These configurations require flat flooring and guided VNA forklifts to ensure safe operation.
Fully automated shuttles and cranes handle pallet positioning in AS/RS setups. This calls for strict manufacturing tolerances (within ±1.5 mm deflection limits) to prevent system friction and ensure smooth automated operations.
Where high-capacity storage meets green manufacturing and smart material handling.
The heavy storage industry is shifting toward modularity, smart sensor integration, and sustainable materials. Driven by environmental targets, leading factories are moving from solvent-based paints to eco-friendly, zero-VOC electrostatic powder coatings that resist high moisture and physical wear. Additionally, modular assembly racks are replacing fully welded structures, allowing logistics hubs to easily expand, reconfigure, or relocate their systems.
Another growing trend is structural health monitoring. Integrated load-cell sensors on beams and columns can alert managers in real time of overloading or structural stress, preventing accidents before they occur. Jinhui remains at the forefront of these innovations, continually updating our product range to support digital, automated, and sustainable warehousing models.
Expert answers regarding certifications, design guidelines, engineering metrics, and logistics.
Engineered platforms, adjustability, and gravity-fed flow solutions for modern facilities.