Maximize space utilization, guarantee structural safety, and streamline picking workflows with our core industrial racking lineup.







Years Industry Expertise
Years Global Exporting
Sqm Production Facility
R&D Engineers
Supply Chain Partners
Modern distribution grids, fueled by fast-paced multi-channel retail and globalized supply systems, demand storage setups that are highly efficient, safe, and easily scalable. As a recognized leader in material handling, Dongguan Jinhui Storage Equipment Co., Ltd. builds storage systems that do more than just hold inventory. They act as strategic tools that cut down operation costs and optimize material flow.
Our solutions carry the CE Certification, proving they meet the strict health, safety, and environmental standards of the European Economic Area. This compliance is essential for high-throughput retail operations where automated guided vehicles (AGVs), narrow-aisle forklifts, and human staff work close together. Selecting CE-marked storage ensures your warehouse structures meet localized structural requirements (such as EN 15512 and EN 15620), reducing system failures, liability issues, and workflow interruptions.
Storage solutions cannot be one-size-fits-all. Different industries face unique operational challenges, compliance rules, and picking speeds. Below is an overview of how we design and deploy systems for specific macro-sectors:
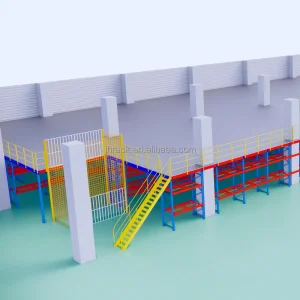
High stock-keeping unit (SKU) diversity and rapid order turnover require smart picking setups. Our customized mezzanine platform racking and multi-tier systems maximize vertical warehouse space, separating foot traffic from machinery to boost speed and safety.
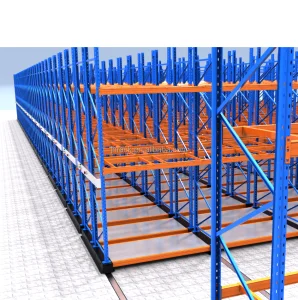
Cold storage space is expensive to operate. Our FIFO gravity flow racks and corrosion-resistant electric mobile pallet racks optimize space density. These systems are designed with specialized steel grades to handle low temperatures without structural issues.
Storing raw materials, tooling, and heavy goods requires robust structural design. Our heavy-duty selective pallet racks and cantilever steel racks handle high weight capacities, featuring reinforced load-bearing connections and impact protection.
Our facility in Dongguan covers over 18,600 square meters and is built on smart manufacturing principles. We combine advanced machinery with skilled engineering to deliver high-quality products on schedule. With an export network spanning over 50 countries, we maintain reliable production timelines even during shifting global economic conditions.
Key highlights of our manufacturing setup include:
As logistics operations become more automated, the racking frame is no longer just static steel. It serves as the foundation for modern warehouse automation. Our product roadmap focuses on three main developments:
Modern warehouses rely on automated guided vehicles (AGVs) and autonomous mobile robots (AMRs). These automated systems require tighter installation tolerances and precise levelness. Jinhui designs structural profiles that meet the strict floor deflection and vertical alignment limits needed for robotic picking, reducing system downtime and sensor errors.
We are currently testing smart sensor modules that integrate directly into pallet beams. Using strain gauges and IoT transmitters, these units monitor load weights in real time and alert warehouse managers of overloaded bays or potential impact damage before failure occurs.
Sustainability is central to our material choices. Our structural steel is fully recyclable, and our components are modular, allowing systems to be easily expanded, reconfigured, or moved as operational needs change. This approach extends the lifespan of the equipment and lowers the total cost of ownership (TCO).
From raw Q235B steel to finished, powder-coated racking, every stage is monitored by our team of 46 quality inspectors.




































Building warehouses globally requires meeting local regulations, seismic requirements, and safety standards. At Jinhui, we ensure compliance across different markets by managing key factors:
In seismic zones like parts of the US, Europe, and Japan, storage structures must be designed to withstand movement. Our engineering team conducts dynamic load analyses using advanced Finite Element Method (FEM) software. We calculate frame designs to meet the criteria of local codes, such as the International Building Code (IBC) and the Eurocode 3 structural standards.
Our quality control team delivers comprehensive documentation for every project. This includes steel mill test certificates verifying chemical properties, weld inspection logs, powder coating thickness data, and load testing records. These files help speed up municipal permitting and safety inspections.
When selecting a warehouse storage partner, procurement teams evaluate more than just upfront unit costs. An effective evaluation looks at the Total Cost of Ownership (TCO):
Key structural calculations, standards compliance, and site preparation tips from our engineering department.
CE compliance requires structural systems to meet European standards (such as EN 15512 for pallet racking design and EN 15635 for inspection and maintenance). The manufacturer must provide structural load calculations, quality-controlled welding processes (ISO 3834 / EN 1090), and clear load placards displaying safety limits and capacity configurations.
Q235B steel has a yield strength of 235 MPa and is suitable for standard pallet racking and light-to-medium mezzanine systems. Q355B has a higher yield strength of 355 MPa, allowing for thinner metal profiles under similar loads or supporting taller heights and heavier weight capacities, which is ideal for VNA uprights and high-bay structures.
The key safety factor is floor flatness and vertical alignment. Because VNA systems can reach heights over 15 meters, even a slight floor tilt can cause the mast of a VNA forklift to sway, creating a risk of collision with the rack. Floor specifications must meet EN 15620 (Class 300 or better), and structural upright tolerances must be strictly controlled during installation.
For temperatures below freezing, we recommend either hot-dip galvanizing (complying with ISO 1461) or a multi-layer epoxy powder coating. These treatments prevent moisture condensation from rusting the steel frame and maintain structural performance in low temperatures.
Maximize high-density storage capability, warehouse adaptability, and logistics workflow safety with our certified structural range.