Explore our elite range of CE-certified vertical storage solutions designed to optimize floor space, reduce pick times, and ensure structural safety.






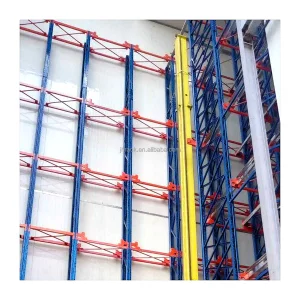
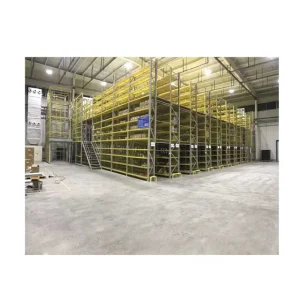
In modern industrial logistics, floor space is one of the most significant operational expenses. Global companies are moving away from traditional, sprawling warehouse structures and shifting towards high-density vertical storage racks. By effectively utilizing vertical cubic space, organizations can increase storage capacity by up to 300% without expanding their warehouse footprint.
This whitepaper details the structural engineering, raw material specifications, and design criteria that establish Dongguan Jinhui Storage Equipment Co., Ltd. as a premier manufacturer of CE-certified vertical storage systems. Operating under strict global criteria, including ISO 9001, we provide vertical shelving that withstands heavy dynamic and static loads, keeping operations safe, organized, and compliant.
For international buyers in Europe, the Americas, and APAC, quality certification is not just a regulatory hurdle—it is a guarantee of structural safety. Our racks are designed, engineered, and manufactured under European standard EN 15512 (Steel static storage systems - Adjustable pallet racking systems - Principles for structural design) and comply with RMI (Rack Manufacturers Institute) guidelines. Achieving CE certification guarantees that our vertical storage racks can sustain structural stress without deflection, maintaining optimal resilience against seismic activity and accidental forklift impact.
Founded in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. has established itself as an industry leader in warehouse storage solutions. Our production plant spans over 18,600 square meters, utilizing cutting-edge machinery including CNC punching presses, precision laser cutting systems, robotic welding cells, and automated electrostatic powder coating lines. This facility allows us to process high-tensile steel (primarily Q235B and Q355B grades) with consistent precision, ensuring every upright frame and beam fits securely together.
Our commitment to precision engineering, robust quality control, and custom solutions makes us a preferred global partner.
From metallurgical analysis of incoming steel to final powder coating and load capacity verification, we control every detail of the manufacturing process.




































For procurement professionals, sourcing directly from a vertically integrated factory in China offers clear logistical advantages. However, the modern procurement decision must weigh cost savings against structural performance and supply chain stability. Here is how Dongguan Jinhui addresses these concerns for international enterprises:
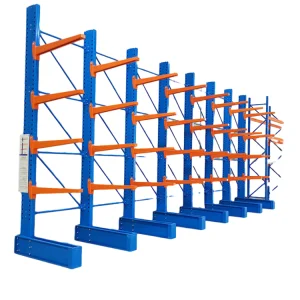
We source our steel from China's leading mills, guaranteeing compliance with grade specifications. The structural components of our heavy-duty upright frames are built using Q235B and Q355B structural carbon steels. These steels have a high yield point, making them ideal for tall vertical storage racks that hold heavy loads. Our team checks the steel when it arrives using calipers, micrometers, and spectrometers to verify its composition and dimensions.
The manufacturing process uses automatic rolling mills that shape the steel without weakening it. The vertical columns have structural bends that increase their load capacity and resist bending or twisting under heavy weight. Upright patterns are punched with high precision on automated lines, ensuring exact beam spacing and ease of vertical adjustability.
Welding is critical to the stability of load-carrying components, such as the connectors on pallet beams. Our factory uses robotic welding units to ensure consistent penetration, even weld beads, and minimal thermal distortion. Each weld is inspected by our QC team using non-destructive methods to prevent structural failure at critical joints.
Our automated electrostatic powder coating lines use VOC-free, eco-friendly epoxy-polyester powders. Before painting, the steel undergoes a multi-stage cleaning process, including shot blasting to remove scale and rust. This preparation ensures excellent paint adhesion, providing a durable finish that resists scratching, moisture, and chemical exposure in demanding industrial environments.
Different industrial applications require specific rack designs. Standard shelving often fails to meet specialized operational needs. Below is how we match our product line to specific logistics requirements:
The warehouse equipment market is changing rapidly, driven by automated logistics and sustainability goals. Industry analysts point to several major trends:
Get answers to common technical, regulatory, and procurement questions about vertical storage racks.
CE certification confirms that our racking systems meet European safety standards, specifically EN 15512. This standard ensures the steel's load capacity, deflection limit, and weld joints are tested to withstand planned loads safely, reducing the risk of structural collapse.
We mainly use Q235B and Q355B hot-rolled steel coils, which are cold-formed into upright profiles and beam sections. These grades offer high tensile strength and ductility, which is essential for preserving the stability of industrial storage systems.
Yes. Our team of 68 engineers offers full OEM and ODM services. We design custom upright sizes, beam lengths, and load ratings to match your specific layout, product sizes, and material handling equipment.
Our quality control program is certified to ISO 9001. A team of 46 inspectors monitors every production stage, verifying raw material thickness, assessing weld quality, checking paint finish, and conducting load capacity tests to ensure every batch is consistent.
Lead times depend on the size of the project and the level of customization. Most standard orders are produced and shipped within 20 to 30 days after drawing approval, supported by our strong network of over 980 supply chain partners.
Enhance your facility's picking efficiency and high-density storage capacity with our specialized heavy-duty systems.