Providing High-Density Warehouse Solutions, Industrial Stacking Racks, and Custom OEM/ODM Industrial Shelving with strict ISO 9001 Quality Control for Global Supply Chains.
Explore our heavy-duty structural steel designs engineered to optimize vertical volume and enhance operational safety.






The global logistics market has undergone a dramatic shift from traditional logistics processes to ultra-high-density storage setups. Driven by the explosive growth of global e-commerce, automated warehouse infrastructure, and rising land acquisition costs, modern supply chains require optimized space utilization. Racking systems are no longer mere steel shelves; they are structural frameworks that must support massive dynamic loads, withstand seismic forces, and seamlessly integrate with smart warehouse automation systems.
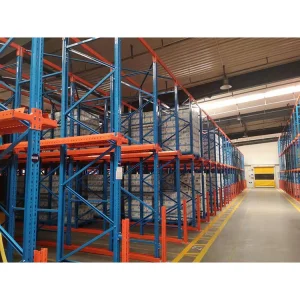
Industrial sectors—including third-party logistics (3PL), cold-chain food distribution, pharmaceutical cold storage, heavy machinery production, and fast-moving consumer goods (FMCG)—experience unique logistics challenges. The demand is shifting away from simple selective pallet racking toward hybrid solutions such as Very Narrow Aisle (VNA) systems, Drive-In/Drive-Through configurations, dynamic Pallet Flow systems, and Radio Shuttle networks. Achieving maximum volumetric utilization while ensuring the safety of personnel and cargo has become a critical objective for warehouse managers worldwide.
Purchasing logistical racks involves highly technical engineering requirements where safety and compliance are paramount.
International distributors and contractors rely on strict design compliances. Standardized calculations must conform to regional codes: RMI (Rack Manufacturers Institute) in North America, FEM 10.2.02 in Europe, and AS4084 in Australia. These regulate upright frame stability, beam deflection limits (typically span/200), safety locks, baseplate anchoring, and impact protection.
The structural integrity of a racking system begins with the raw material. Dongguan Jinhui utilizes certified high-strength cold-rolled carbon steel, primarily Q235B and Q355B. These materials provide optimal yield strength (up to 355 MPa) and elongation rates, ensuring that upright columns, horizontal braces, and load-bearing beams do not deform under full capacity loads.
Whether in outdoor staging yards, high-humidity manufacturing hubs, or blast-freezing environments (-30°C), rust prevention is vital. Buyers require precise coating thicknesses. Our powder-coated configurations undergo high-durability treatments, and we offer hot-dip galvanized finishes (60-80 microns thickness) to prevent peel-off, rust, and chemical damage.
The integration of advanced automation at Dongguan Jinhui Storage Equipment Co., Ltd. has updated traditional steel fabrication into a modern Factory 4.0 workflow. Our 18,600+ square meter manufacturing plant features highly automated production lines, CNC punching systems, precision robotic welding stations, and automated electrostatic powder coating lines.
By automating critical operations such as profile forming, punching, and welding, we maintain strict dimensional tolerances (within ±0.5mm for cold-formed uprights) while lowering processing costs. We operate with a network of 980+ supply chain partners, guaranteeing a steady supply of steel coils and allowing us to complete large projects efficiently.
With over 14 years of industry experience, 8 years of export experience, and a robust team of 68 design and R&D engineers, we deliver customized storage solutions tailored to our customers' specific needs.
Explore our comprehensive manufacturing facility, showing our fabrication steps from raw steel coils to the final durable coating.
































Consistent product quality is the foundation of our business. Every structural component undergoes rigorous stress and verification tests before shipment.
Quality is the cornerstone of our manufacturing philosophy. Operating under an ISO 9001 certified quality management framework, our professional quality control team consists of 46 experienced inspectors. They supervise every step, from evaluating raw materials to inspecting finished packages.
Before loading containers, our testing engineers perform load capacity testing, dimensional inspections, coating thickness measurements, and welding strength checks to ensure that every structural frame matches the simulated engineering model.
Ensuring steel loads match design capacities.
Checking coat thickness for corrosion resistance.




How we customize industrial racking configurations to meet the specific requirements of various industries.
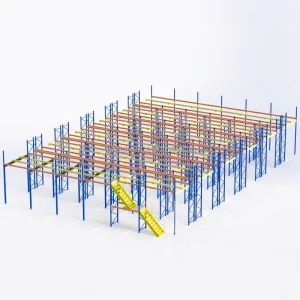
For e-commerce facilities with high SKU churn rates, we combine multi-tier mezzanine floor platforms with longspan shelving systems. This design maximizes vertical height for manual picking lines while integrating with automated parcel conveyors to support fast delivery operations.
Operating in storage conditions down to -30°C requires specialized steel. We supply heavy-duty drive-in racks and automatic radio shuttle systems constructed from Q355B low-alloy high-strength steel. These systems feature specialized powder coatings to prevent structural cracking under low temperatures.
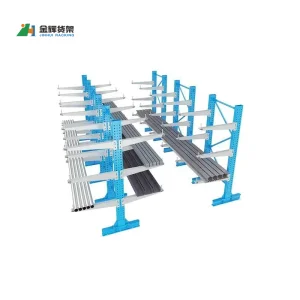
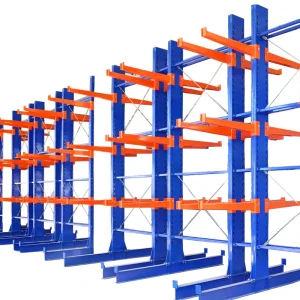
Storing materials like structural steel profiles, piping, aluminum billets, or heavy machinery components requires robust solutions. Our heavy-duty cantilever racks and structural steel pallet systems handle extreme weight distributions, providing safe storage and easy access for lift trucks.
Expert engineering answers addressing the primary design, loading, and structural concerns of industrial storage installations.
Explore our automated shuttle networks, industrial platforms, and custom cantilever structures designed for complex warehouse requirements.