Explore our top-tier engineering solutions designed to maximize cube utilization, optimize floor space, and drive automated material throughput.






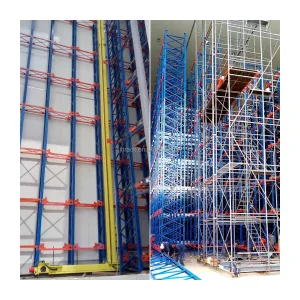
The warehousing landscape is shifting rapidly from static storage arrays to dynamic, automated, and intelligent spatial solutions. The core driver of this shift is the skyrocketing cost of warehouse real estate coupled with demands for accelerated order fulfillment cycles. Modern high-density storage systems, notably Mobile Shelving Systems and automated shuttle platforms, represent a critical paradigm shift in modern intralogistics.
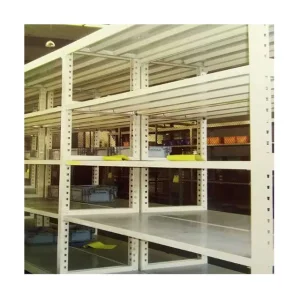
By eliminating dedicated forklift aisles, Mobile Shelving Systems consolidate storage space, allowing a single operative aisle to serve multiple racks. In heavy-duty industrial configurations, this architecture transitions static layouts into dynamic rows driven by high-torque electric motors controlled by central logic units. The convergence of IoT networks, smart sensor arrays, and predictive software ensures safe operations, maximum throughput, and real-time integration with modern Warehouse Management Systems (WMS).
Modern mobile storage is no longer just mechanical; it is defined by a tri-pillar engineering evolution:
Sensor arrays monitor structural loading, mechanical alignment, and obstacles, ensuring safe, micro-adjusted carriage movement.
Advanced algorithmic software calculates optimal slotting and carriage openings based on historical pick frequencies, cutting travel times by up to 35%.
Regenerative braking systems and intelligent LED layouts optimize power usage, dropping energy costs by up to 25% in deep-freeze logistics environments.
Analyzing the commercial and logistical factors that supply chain executives evaluate during heavy-duty storage investments.
While the initial capital expenditure of smart mobile shelving or shuttle racking exceeds that of conventional static shelving, the ROI calculations reveal significant long-term operational savings. Buyers save up to 50% in land/building footprints, which lowers structural overheads, HVAC costs (crucial for temperature-controlled storage), and facility lighting expenses.
Global procurement teams prioritize structural safety and compliance above all. Quality indicators include certified steel grades (e.g., Q355B structural steel), load testing certificates, seismic design calculations tailored to local building codes, and adherence to international guidelines such as the SEMA, FEM, and RMI standards.
Sourcing from vertical manufacturing partners with robust supply networks ensures material price stability and reliable shipping timelines. Procuring from suppliers with audited raw-material partnerships ensures projects stay on schedule, avoiding delays in commercial rollouts and logistics operations.
Tailored high-density storage applications across major industrial sectors:
Every facility demands a distinct structural balance between selectivity and storage density. A standardized layout is rarely sufficient for dynamic supply chains. Jinhui's application engineering division leverages advanced calculations to analyze product velocity, load profiles, lift truck configurations, and slab capabilities.
By mapping out custom configurations—whether utilizing Selective Pallet Racking, Push-Back Racks, or fully automated AS/RS shuttle systems—we transform conventional spaces into modern, efficient logistics nodes. The goal is to maximize storage capacity while reducing material handling cycles, ensuring safety, and building a system that scales seamlessly.
Charting the transition of mobile warehousing towards fully autonomous, AI-managed physical environments.
Implementing precision structural rails, variable frequency drives, and multi-point photoelectric barriers. Carriage movements are interlocked with fire-suppression systems and safety scanners to halt operations instantly if an obstruction is detected.
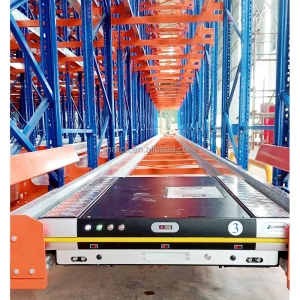
Integrating autonomous radio shuttles within heavy-duty racking channels. The shuttle moves independently inside the racking lanes, placing and retrieving pallets to minimize forklift travel and speed up handling operations.
Connecting the physical racking matrix to a Digital Twin platform. Machine learning algorithms analyze order flows in real-time, pre-positioning high-velocity pallets near aisle exits during slow periods to optimize fulfillment speeds.
Dongguan Jinhui Storage Equipment Co., Ltd. is an established, professional manufacturer specializing in warehouse storage solutions and industrial racking systems in China. Since our establishment in 2017, we have committed ourselves to engineering high-quality storage equipment for warehouses, manufacturing plants, fulfillment hubs, retail chains, and distribution centers globally.
Our state-of-the-art manufacturing plant spans more than 18,600 square meters. We leverage advanced automatic roll-forming production lines, precision CNC punching gear, high-performance robotic welding systems, laser cutting machines, and automated powder coating lines. By combining strict quality control with ongoing engineering design, we deliver robust, cost-effective storage layouts across industries.
Jinhui operates under an ISO 9001 certified quality framework. Every production batch is monitored, undergoing capacity testing, dimensional inspections, and coating thickness measurements. Last year, our engineering team launched 126 new designs and upgrades, serving clients in over 50 countries.
Our manufacturing floor integrates precision, robotics, and strict quality verification protocols to deliver industrial-grade racking components.




































Key technical and commercial answers for supply chain managers, warehouse designers, and procurement professionals.
Discover our comprehensive range of high-performance racking, multi-tier steel mezzanines, and smart automated storage systems.