Premium industrial warehouse racks manufactured to maximize spatial performance and long-term durability.







Analyzing high-density structural platforms as engines for global warehouse scalability and fulfillment efficiency.
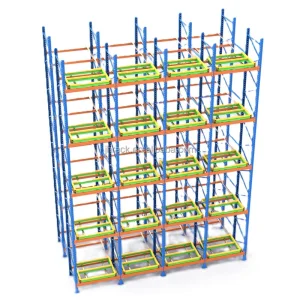
In modern e-commerce fulfillment, logistics, and multi-channel supply chain operations, the mandate is clear: optimize vertical volume, shrink throughput cycle times, and preserve operating capital. Pick module racking systems stand at the center of this physical infrastructure evolution. These systems are not merely storage racks; they are highly integrated, dynamic structures combining pallet racks, carton flow tracks, shelving units, conveyors, and automated picking technologies into a singular multi-tier platform. By shifting the logistical footprint vertically, organizations transform linear warehouse walkways into three-dimensional picking matrixes.
From an engineering standpoint, a pick module relies heavily on structural integrity, strict tolerance thresholds, and load distribution mechanics. Because these setups combine dynamic loads (such as carton flow conveyors and rolling material carts) with static live loads (multi-tiered steel mezzanine platforms and personnel weight), selecting a reliable manufacturer is a fundamental business safeguard. As leading Chinese wholesale exporters, Jinhui Storage designs and constructs pick modules using advanced FEA (Finite Element Analysis) modeling and premium raw materials, ensuring systems comply with rigorous global safety and engineering benchmarks.
"The return on investment (ROI) for a modern pick module rack lies in the radical contraction of picking travel times. By consolidating thousands of SKUs into a centralized vertical zone, fulfillment centers can reduce labor walk times by up to 60% while expanding SKU density per square meter by over 300%."
This whitepaper details the structural requirements, engineering practices, global compliance frameworks, and production milestones that define world-class pick module manufacturing. Whether you are a warehouse solutions distributor, general contractor, or global logistics director, this comprehensive guide offers the technical clarity needed to design and procure reliable storage systems.
Established authority and industrial-scale manufacturing from Dongguan Jinhui Storage Equipment Co., Ltd.
Dongguan Jinhui Storage Equipment Co., Ltd. is a leading manufacturer specializing in industrial storage solutions and structural racking configurations in China. Established in 2017, the enterprise has developed into a global partner for distribution centers, manufacturing plants, e-commerce giants, and cold chain facilities. Our main facility spans over 18,600 square meters of advanced production space, housing robotic welding bays, automated steel roll-forming lines, and precision powder-coating systems.
Our operational capabilities are built on deep technical expertise. With 14 years of industry experience and 8 years of international export operations, we serve clients in over 50 countries across North America, Europe, Southeast Asia, Australia, and the Middle East. Backed by 980 supply chain partners, we maintain a steady supply of premium structural steel, allowing us to manage large-scale commercial contracts smoothly and efficiently.
Innovation drives our engineering team. Our department of 68 R&D engineers translates complex structural requests into cost-effective designs. In the past year alone, Jinhui engineered and upgraded 126 customized storage systems, aligning each layout with local building regulations, seismic zone requirements, and operational workflows. Every component we fabricate conforms to ISO 9001 standards, ensuring high performance under demanding workloads.
How pick modules address modern supply chain variables, labor challenges, and global real estate realities.
The global industrial landscape faces unprecedented challenges. Industrial land costs have risen, forcing distribution centers to optimize their existing cubic footprints rather than expand outward. Simultaneously, labor shortages in major logistics hubs across North America and Western Europe have driven up operating costs. These challenges require smart, space-efficient systems like pick module racks to maximize output per square foot.
Integrating picking walkways directly within pallet rack frames creates a dense operational layout. This configuration supports high-volume, multi-SKU picking that fits seamlessly with various automation technologies, including vertical conveyor systems, automated sortation lines, pick-to-light indicators, and autonomous mobile robots (AMRs). Jinhui's pick module systems are engineered with this future-proof flexibility, offering systems that adapt easily to changing material handling requirements.
Consolidating SKUs within structured zones limits unproductive walking, allowing warehouse staff to focus on high-speed order sorting and processing.
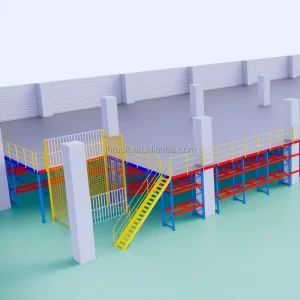
Utilizing vertical space reduces the need for horizontal warehouse expansions, transforming underused overhead areas into highly productive work platforms.
Supports a range of material handling techniques, including FIFO pallet flow, high-density push-back storage, and multi-tier structural platforms in one footprint.
Inside our facility, quality is managed at every stage, from raw steel selection to final powder coating.
A racking system's structural integrity depends on precise fabrication. Jinhui Storage controls every step of production using automated machinery, robotic welders, and strict quality control measures. Below is a detailed look at our primary manufacturing and testing processes:
































How Jinhui ensures the mechanical reliability of every structural upright, beam, and connector.
A mechanical failure in a multi-tier pick module can lead to facility downtime and compromise worker safety. To mitigate these risks, Jinhui Storage employs a dedicated quality assurance team of 46 experienced inspectors. Our quality control workflow begins with testing incoming raw materials (specifically structural Q235B and high-yield Q355B steel coils) and continues through final dimensional checks prior to dispatch.




Our quality control program uses specialized metrology tools, including digital micrometers, vernier calipers for punch alignment, and magnetic thickness gauges. These tools ensure the powder coating thickness meets our 60–80 micron standard, protecting the steel against corrosion in varying environments. To ensure global compatibility, our pick module components are engineered and manufactured to align with standard international racking specifications:
| Standard / Association | Geographical Application | Engineering Compliance Focus |
|---|---|---|
| RMI (ANSI MH16.1) | United States / North America | Industrial steel storage racks, structural calculations, and seismic requirements. |
| EN 15512 / EN 15620 | European Union / UK | Adjustable pallet racking, structural tolerances, deformation limits, and safe operating clearances. |
| AS 4084-2012 | Australia / Oceania | Steel storage racking design, static load tests, installation parameters, and safety standards. |
| ISO 9001:2015 | Global Framework | Quality management system audits across the design, production, and shipping phases. |
Analyzing how different configurations optimize operational throughput across distinct sectors.
E-commerce centers manage high transaction volumes with thousands of unique SKUs. In these setups, multi-level pick modules with built-in carton flow and conveyor loops allow pickers to compile mixed orders efficiently. Consolidating fast-moving goods into dedicated paths minimizes cross-facility travel and boosts order turnaround times.
Operational costs in cold storage are significantly higher due to refrigeration requirements. Utilizing vertical space is crucial for managing these costs. Jinhui's high-density pick modules and automated shuttle racking systems operate reliably down to -30°C. They optimize air circulation and storage density to lower cooling costs per pallet position.
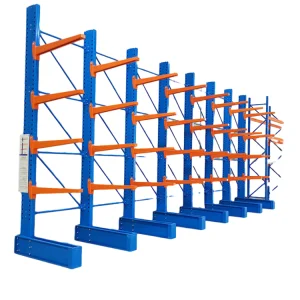
Chemical warehousing requires durable, chemical-resistant storage systems. We fabricate our racks from structural steel finished with specialized epoxy coatings to withstand harsh industrial environments. Built-in safety barrier rails and robust structural connections protect storage columns from accidental lift truck impacts, ensuring reliable operations.
Anticipating the convergence of physical rack structures with cyber-physical warehousing automation.
The role of industrial racking is expanding from simple load support to serving as a foundation for integrated automation systems. As companies adopt Autonomous Mobile Robots (AMRs) and Automated Guided Vehicles (AGVs), structural design standards must adapt. Heavy-duty mezzanines and picking platforms require flat flooring surfaces, tight level tolerances, and precisely aligned guide paths to ensure automated picking vehicles can navigate reliably.
Looking ahead, Jinhui's product development is focused on integrating structural steel systems with real-time digital monitoring. By incorporating load sensors, stress detectors, and anti-collision warning systems directly into rack frames, operators can monitor structural status in real time. This preventive approach helps identify stress indicators or minor impacts early, supporting safer, more stable warehouse operations.
Addressing the common design, safety, and logistical questions raised by structural engineers and warehouse planners.
Explore our complete range of high-capacity storage solutions manufactured to international standards.