
Global logistics infrastructures are encountering a structural evolution driven by land cost escalation, rapid e-commerce expansion, and the critical need for micro-fulfillment agility. The conventional design of relying purely on floor footprint is obsolete. Modern supply chains require high-density, dynamic load-bearing structures that seamlessly integrate with automatic systems like AMRs (Autonomous Mobile Robots), shuttle systems, and AS/RS vertical cranes.
As a leading hub for advanced steel fabrication, Chinese manufacturing offers unmatched cost-efficiency paired with complex metallurgical engineering. Smart storage solutions manufactured in China are built using advanced automated production machinery, cold-forming lines, and strict load verification technologies, guaranteeing they perform reliably in demanding logistics environments.
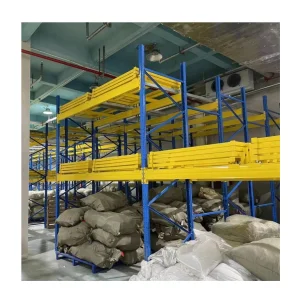
Implementing advanced structures such as Very Narrow Aisle (VNA) configurations, push-back mechanisms, and dynamic shuttle platforms allows facilities to expand their storage footprint vertically. This shifts spatial calculations from horizontal floor area to vertical space utilization. This engineering approach yields significant returns:
Established in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. has developed into a leading Chinese manufacturer specializing in high-performance warehouse storage solutions and industrial racking systems. Our manufacturing plant spans over 18,600 square meters and is equipped with advanced automated production lines, precision laser cutters, CNC stamping machinery, robotic welding networks, and multi-stage powder coating systems. Through continuous technological development, we deliver structural systems tailored to the operational demands of factories, logistics hubs, retail distribution centers, and high-density warehouses globally.
Strategic Capabilities & Global Export Reach: Backed by 14 years of industry experience and 8 years of international export execution, Jinhui exports structural storage systems to over 50 countries across Europe, North America, Southeast Asia, Australia, South America, and the Middle East. Operating under ISO 9001 quality protocols, our QA process features a team of 46 quality control inspectors who monitor chemical composition, weld integrity, coating thickness, and load capacity parameters, ensuring every structural element complies with international safety and performance standards.
With an established network of more than 980 supply chain partners, we ensure consistent raw material sourcing, stable pricing, and reliable project delivery schedules. Our in-house engineering team of 68 technical experts provides extensive OEM and ODM customization services, designing storage systems tailored to specific warehouse layouts, local seismic codes, and load requirements. In the past fiscal year, our engineers developed and delivered 126 product upgrades, ensuring our systems remain compatible with the latest trends in industrial logistics automation.
Our automated production lines transform high-grade steel raw materials into high-tolerance structural racking systems.




































The warehouse equipment sector is transitioning from static steel configurations to automated cyber-physical systems. Modern industrial applications require racking layouts that serve as structurally rigid paths for automated guided vehicles. In cold storage, pharmaceutical, and high-turnover retail operations, integrating smart shuttle technologies with structural racks minimizes floor footprints while maximizing throughput efficiency.
Conventional forklift-operated systems require wide aisle widths (typically 3.2 to 3.8 meters), which limits storage density. Advanced Very Narrow Aisle (VNA) systems compress operating aisles down to 1.6 meters, utilizing wire guidance or mechanical steel rails to guide specialized high-reach trucks. Modern racking designs also feature structural load tolerances that support multi-tier shuttle shuttles and automated cranes, enabling continuous, high-volume inventory cycles.
Cold chain facilities face high operational costs due to refrigeration energy consumption. Standard racking systems can become structurally compromised in sub-zero environments, as standard structural steels are susceptible to cold-temperature brittleness. Engineered storage solutions utilize low-temperature alloy steels (such as Q345D or Q355D grades) designed to resist impacts down to -40°C. High-density shuttle racking systems minimize the internal volume of cold rooms, significantly reducing the energy required per pallet position.
Modern racking installations are complex structural engineering projects. Finite Element Analysis (FEA) is utilized during the design phase to simulate structural behavior under static, dynamic, and seismic loads. International installations comply with regional safety standards, including the RMI MH16.1 code in North America, EN 15512 specifications in Europe, and AS4084-2012 standards in Australia. This rigorous compliance ensures structural integrity in high-risk zones.
Industrial warehousing requirements vary widely across different vertical sectors. A standardized storage configuration cannot meet the specific throughput requirements, loading profiles, and regulatory compliance standards of distinct industries. Below is an overview of how tailored storage designs optimize performance across key sectors:
Utilizes high-density multi-tier mezzanine floors, flow racking, and VNA installations to manage large volumes of individual SKUs, facilitating quick pick-and-pack operations and rapid inventory turnover.
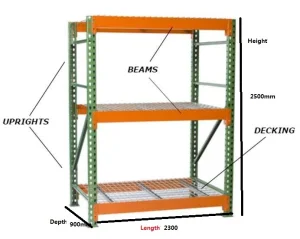
Features heavy-duty selective pallet racks, custom cantilever structures for storing long metal profiles, and collapsible steel wire mesh containers to organize components on production assembly lines.
Requires AISI 304 stainless steel or hot-dip galvanized components for sanitation and corrosion resistance, combined with dynamic gravity flow and push-back racking systems to maintain FIFO inventory control.