Industrial-grade heavy racking solutions engineered for space maximization and structural safety.






How Dongguan Jinhui is redefining automated warehousing footprint and safety load efficiency globally.
In modern industrial logistics, static floor-level storage is no longer viable for high-throughput supply chains. As global real estate acquisition costs climb, warehousing infrastructure demands specialized high-density structural racking systems. Dongguan Jinhui Storage Equipment Co., Ltd. (established in 2017) has emerged as a premier manufacturer of complex warehouse racking, steel platforms, and customized material handling equipment. With an expansive production facility measuring over 18,600 square meters and an agile manufacturing architecture, we serve heavy-duty storage distributors, engineering contractors, and massive e-commerce fulfillment centers globally.
Industrial storage engineering is fundamentally a discipline of load-path management, metal metallurgy, and structural seismic design. Our products are engineered utilizing advanced finite element analysis (FEA) to withstand extreme physical stresses. From heavy-duty selective pallet racks and drive-in systems to multi-tiered steel mezzanine platforms, each design is built to conform to the highest safety margins. We integrate precision cold-roll-formed profiles with custom punched accessories to ensure seamless installation, structural longevity, and resistance against mechanical impacts caused by forklift traffic.
Years Industry Experience
Sqm Production Facility
Annual Export Value
R&D Structural Engineers
Optimized steel sourcing, automation clusters, and strategic export efficiency.
We source structural carbon steel directly from China's premier mills, such as Baosteel and Ansteel. Q235B and Q355B steel deliver optimal yield strength, weldability, and ductibility, satisfying ASTM, EN, and AS structural engineering standards.
Our location in Dongguan enables direct integration with 980+ component suppliers. From specialized bolts, safety locking pins, and base plates to powder coat chemicals, we compress procurement lead times to maintain unbeatable delivery windows.
Utilizing high-frequency continuous cold roll-forming mills, dynamic CNC punching arrays, automatic robotic welding lines, and electrostatic GEMA powder spray systems, we enforce high dimensional consistency on all vertical frames and horizontal beams.
Crucially, exporting industrial steel products globally necessitates complex marine logistics operations. Being located in the Pearl River Delta industrial cluster allows Dongguan Jinhui to easily orchestrate shipping through major international deep-water ports, specifically Shenzhen Port and Guangzhou Port. This proximity significantly reduces inland container haulage costs and transit times, allowing us to export over USD 16 million worth of storage solutions to 50+ countries across Europe, North America, Southeast Asia, and the Middle East annually.
Engineering safety margins compliant with international codes for industrial warehouses.
In the warehouse racking industry, structural reliability is paramount. A single rack collapse can lead to catastrophic inventory loss, supply chain disruptions, and significant personal safety risks. At Dongguan Jinhui, we implement rigorous testing under our certified ISO 9001 quality management system. Our professional quality assurance group consists of 46 experienced inspectors who oversee every step of production. This includes raw material inspection, steel thickness validation using vernier calipers and micrometers, weld testing, coating thickness measurement, and destructive load capacity testing.
To ensure global compatibility, all Jinhui storage rack systems are designed and tested to comply with international regulatory codes:
Our European selective pallet racks and narrow aisle (VNA) systems conform to the EN 15512 standard, requiring rigorous limit state design methodology, ensuring high safety factor coefficients under load and impact forces.
Designed to conform to American RMI specifications, our heavy-duty industrial shelving utilizes specialized seismic plate connections, heavy gauge column base plates, and safety beam locks to mitigate dynamic accidental lift-offs.
Our structural solutions satisfy the strict AS 4084 steel storage racking standard, validating cold-formed steel structural members through precise physical testing and detailed calculation templates.
Adapting structural racking for advanced automated material handling hardware.
The warehousing industry is undergoing rapid digital transformation. Modern fulfillment hubs increasingly utilize Automated Storage and Retrieval Systems (ASRS), autonomous mobile robots (AMRs), and radio shuttle carts to maximize throughout. This technological shift requires highly precise physical rack tolerances. Even a deflection of a few millimeters can cause sensor errors or halt robotic stacker cranes.
Dongguan Jinhui’s dynamic storage solutions are designed to integrate seamlessly with automated systems. Our VNA (Very Narrow Aisle) systems and drive-in racks are manufactured with structural tolerances that exceed standard manual warehousing guidelines. By working closely with system integrators, our 68 R&D engineers design rack structures that support dynamic horizontal guide rails, barcode tracking plates, and RFID transponder mounts. This compatibility ensures smooth interface transitions between physical structures and warehouse management software (WMS).
How our dynamic storage racks optimize operations across diverse verticals.
Low-temperature environments require structural steel that remains resilient against brittle fracture. Jinhui supplies hot-dip galvanized and low-temperature powder-coated steel racking systems capable of operating down to -40°C. These systems maintain high steel ductility and load integrity in demanding refrigerated and frozen food storage facilities.
Automotive supply chains require heavy-duty cantilever racks and custom stackable steel pallet boxes to store components of varying shapes and weights. Our custom cantilever solutions are designed to support heavy engines, exhaust pipes, and structural metal components without sagging or bowing.
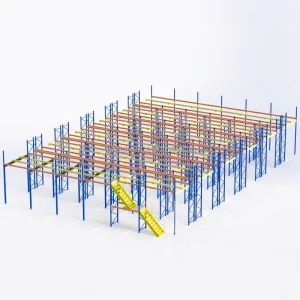
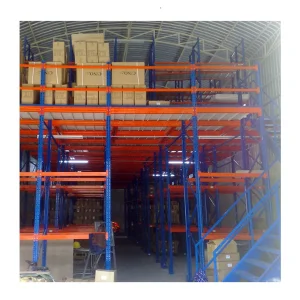
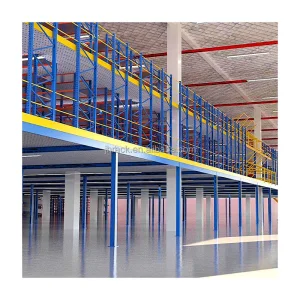
E-commerce hubs require high selectivity and fast order picking cycles. Our multi-tiered mezzanine floor racking systems and longspan shelving units double the usable cubic space of fulfillment centers. This design enables high-throughput multi-level manual picking and integrated conveyor system paths.
A visual breakdown of Jinhui's manufacturing capabilities, metal fabrication, and quality verification tools.




































Bridging the gap between Chinese factory pricing and local compliance requirements.
A key challenge in sourcing industrial equipment internationally is ensuring compliance with local codes. Our project engineering team provides end-to-end documentation support. This includes load certification reports, certified material sheets (MTRs), and structural analysis files to support local building permit applications. Last year alone, our engineering team successfully launched and upgraded 126 new products and storage solutions, catering directly to complex engineering mandates across high-seismic zones in Europe and the Americas.
Additionally, Dongguan Jinhui addresses localized support challenges through collaborative relationships. We partner with over 980 supply chain partners, enabling us to coordinate with local installation teams, local engineering consultants, and global distributors. This approach ensures that our racking systems are erected in accordance with local safety standards, including proper baseplate anchoring, frame bracing configuration, and safety sign placement.
Critical engineering and procurement questions answered by our technical department.
Browse our heavy-duty steel shelving, cantilever towers, and modular warehouse mezzanines.