Explore our most popular steel warehousing systems and structural rack architectures, engineered for heavy-duty loads and operational agility.







In the contemporary logistics ecosystem, the velocity of inventory throughput is the primary determinant of supply chain profitability. Traditional high-density warehousing solutions often present a critical bottleneck: poor accessibility. "Easy Access Storage" has evolved from a simple convenience to a core structural methodology that minimizes pick cycle times, reduces manual handling errors, and maximizes spatial layout efficiency.
As global markets demand rapid omnichannel fulfillment, warehouse architects are shifting focus to smart racking structures that align with high-velocity SKU profiles. The integration of structural steel robustness and easy-access design parameters allows for quick pick paths, seamless forklift integration, and rapid automated dispatch.
Information Gain: Research indicates that optimized picker travel time accounts for up to 50% of total warehouse operating costs. Transitioning to custom selective, dynamic gravity flow, or high-density shuttle storage can improve pick path efficiency by 35% to 60%, drastically cutting down operational overhead.
Procuring industrial racking systems on a global scale presents multifaceted hurdles for enterprise procurement directors. To build a robust warehouse infrastructure, supply chain managers must systematically evaluate several key performance indicators:
Every facility possesses unique operational footprints requiring tailored storage architectures. Our macro solutions are designed to target specific industrial profiles:
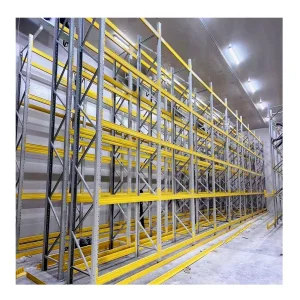
Very Narrow Aisle (VNA) Systems: Ideal for high-density space conservation, VNA racking reduces aisle widths to under 1.8 meters, reclaiming up to 45% of lost floor space while maintaining 100% selectivity for direct, easy pallet access.
Automated Storage & Retrieval Systems (AS/RS): The apex of smart material handling. Utilizing robotic stacker cranes and digital Warehouse Control Systems (WCS), AS/RS maximizes vertical volume and executes high-speed pallet retrieval without human intervention.
Heavy-Duty Cantilever Racking: Specialized for storing long, heavy, or non-uniform materials (e.g., lumber, structural steel, piping). Eliminating front columns facilitates unobstructed entry and minimizes material damage during forklift operations.
Dongguan Jinhui Storage Equipment Co., Ltd. is a premier global manufacturer and specialized OEM/ODM supplier of heavy-duty industrial shelving and automated storage solutions.
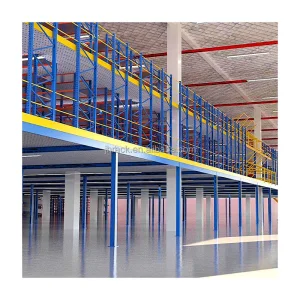
Established in 2017, Jinhui Storage has built an industry-leading reputation for developing high-caliber storage racks, industrial mezzanines, and complex logistics infrastructure. With a spacious 18,600 square meter state-of-the-art facility, our output is backed by 14 years of industry expertise and 8 years of global export experience. Annually exporting over USD 16 million in goods to more than 50 countries, we serve warehouse solution distributors, engineering contractors, logistics agencies, and major e-commerce fulfillment hubs worldwide.
Our engineering division consisting of 68 expert designers successfully launched 126 new structural storage products and configurations last year alone.
Backed by 46 quality control inspectors who oversee physical load capacity tests, dimensional checks, and weld integrity verification prior to shipment.
Over 980 validated supply chain partners secure raw materials at stable pricing, ensuring consistent lead times even under volatile market conditions.
A visual step-by-step insight into our modern facility, demonstrating advanced robotic machinery and meticulous QA testing protocols.




































The warehousing landscape is shifting toward hybrid paradigms where human operators work alongside collaborative robotics. Jinhui's product roadmap emphasizes mechanical interoperability—ensuring our racking uprights and pallet rails integrate natively with AGVs (Automated Guided Vehicles) and AMR (Autonomous Mobile Robots).
Key areas of development include smart sensors embedded directly into structural beams to monitor real-time load distribution and stress levels. Furthermore, we are refining our eco-friendly powder coating technologies to offer superior microbial resistance, making them ideal for cold-chain food operations and pharmaceutical applications.
A primary challenge for international projects is ensuring structural compliance with destination building codes. Jinhui addresses this through localized engineering validation. We run Finite Element Analysis (FEA) models configured specifically for regional wind loads, seismic zones, and soil qualities in Europe, North America, and Australia.
Our global shipping configurations are systematically packed using reinforced steel crates and protective wrapping to eliminate transit damage. By partnering with leading freight providers, we ensure reliable delivery schedules, customs compliance support, and optional on-site installation guidance by certified local engineering partners.
Expert insights on engineering requirements, customization processes, and global logistics options.
Explore our secondary tier of high-capacity and automated storage structures designed to optimize floor efficiency and throughput density.