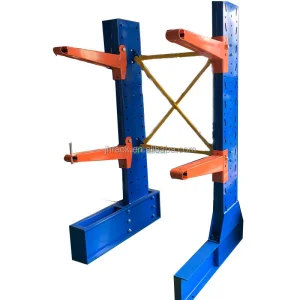
Heavy-duty, custom manufactured structures tailored to optimize facility space and warehouse flow.
Understanding shifting procurement patterns, material optimization, and automated warehousing compliance.
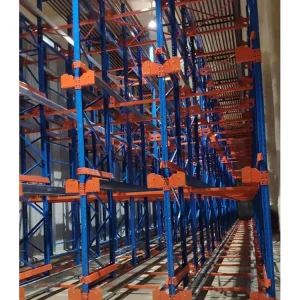
Faced with soaring industrial real estate costs, global enterprises are shifting from traditional warehouse layouts to high-density configuration systems. Utilizing Narrow Aisle (VNA) and automated radio shuttle technologies allows centers to reduce overhead costs by up to 40% while doubling storage footprint efficiency.
Structural reliability is paramount. Heavy-duty applications must adhere strictly to international safety standards, including Europe's FEM 10.2.02, Australia’s AS4084, and the American RMI specifications. These structural benchmarks protect inventory and human lives during seismic events.
Industrial organizations require vertical manufacturers with comprehensive supply chain depth. Maintaining strategic agreements with first-grade steel mills guarantees continuous production output, shielding global commercial entities from lead-time disruptions.
Established in 2017, Dongguan Jinhui is a premier manufacturer specializing in industrial storage solutions and high-density racking. Operating from an 18,600 sqm advanced facility, we integrate raw material engineering, automated forming, robotic welding, and dynamic powder coating under strict ISO 9001 guidelines. With an annual export capacity of USD 16 Million, Jinhui supplies system distributors, distribution hubs, cold storage spaces, and fulfillment networks worldwide.
Modern material handling environments are highly customized. Every warehouse presents distinct criteria based on ceiling clearance, floor capacity, temperature environments, load profiles, and forklift dynamics. At Jinhui, we utilize FEA (Finite Element Analysis) to prototype custom load models before manufacturing.
Our dedicated team of 68 R&D engineers designs configurations tailored to specific site specifications, launching over 126 new or upgraded products in the last calendar year alone. We collaborate closely with engineers, project architects, and site logistics directors to develop optimized blueprints.

In-house Designing & Static Calculation Services
Transforming certified raw materials into structural warehouse racking systems through advanced fabrication processes.

Sourced from premium mills, verified for chemistry and yield strength.

Precision hydraulic stamping of connectors and heavy base plates.

High-precision cold-cutting ensuring structural lengths.

Roll forming lines shaping upright frames with multi-fold strength profiles.

Consistent robotic gas metal arc welding (GMAW) for high weld strength.

Smoothing weld slag and edges for optimal powder coat adhesion.

Electrostatic powder spraying followed by high-temp baking cure.

Custom component shapes cut to ±0.1mm tolerance.
Operating a fleet of advanced industrial tools to support tight execution schedules and strict product quality standards.








Every shipment undergoes structural steel testing, plating inspection, dimension verification, and weld-strength auditing.




Integrating heavy industrial steel rack framing with robotic shuttles and autonomous material handling devices.
Modern distribution facilities require high-density, automated systems. Our current engineering designs focus on integrating smart technology directly into our storage structures:
Adhering to international safety regulations to ensure compliance and structural safety.
All load designs destined for European operations are engineered and validated to satisfy FEM standards, maintaining required safety factors under static and dynamic load states.
Our heavy-duty frames meet or exceed the American RMI specifications, utilizing cold-formed structural steel calculations for dependable safety margins in seismic regions.
We manufacture warehouse structures in compliance with Australian steel storage standards, incorporating design checks for upright deflection, baseplates, and load ratings.
Direct answers regarding custom OEM capacity calculations, structural steel grades, finishes, and export processes.
We primarily utilize high-strength carbon steel structural profiles in grades Q235B and Q355B (equivalent to ASTM A36 and ASTM A572 Grade 50). These materials offer optimal yield points and tensile strength, enabling our systems to support high load limits safely.
Our engineering team performs Finite Element Analysis (FEA) based on the geographic seismic zone and soil configuration of the installation site. We customize the design of structural components—using wider baseplates, double upright profiles, and specific bracing angles—to ensure compliance with local seismic requirements.
For high-moisture or sub-zero environments (down to -30°C), we recommend our hot-dip galvanized coating. This treatment deposits a thick zinc protective barrier that shields the steel from corrosion. For standard warehouses, our electrostatic powder coating provides a durable, chip-resistant finish.
Yes. Our team of 68 R&D engineers can design layouts using your CAD files. We analyze aisle widths, load heights, and forklift clearances to create optimized configurations that maximize your storage density.
Our standard manufacturing window is 20 to 25 days from drawing confirmation and down payment. We handle container loading at our factory and ship through major ports like Shenzhen or Guangzhou, ensuring secure packaging with steel banding and protective wrap.
We employ 46 quality inspectors who monitor every stage of production. Process checks include incoming steel thickness verification, robotic welding inspects, paint thickness checks, and load-bearing testing. Our factory is certified under ISO 9001 quality systems.
Explore our full range of automated, mobile, and heavy-duty storage configurations.