Maximize space utilization and workflow efficiency with our top-tier industrial systems, ready for custom OEM specifications.







Over a decade of engineering excellence, powering logistics systems across continents with verified capacity and strict QA standards.
Modern supply chain requirements have evolved past traditional warehouse setups. With global land prices escalating and fulfillment speeds defining market competitiveness, industries are forced to transition from basic selective storage to complex, vertical, and automated configurations. Understanding these macroeconomic trends enables companies to invest in future-proof assets that mitigate bottlenecks, control labor costs, and optimize inventory turnover.
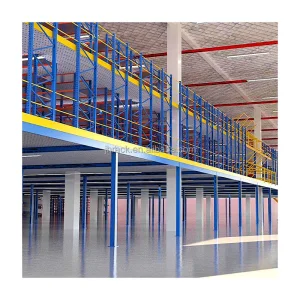
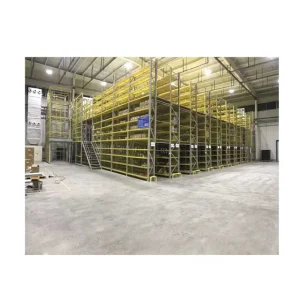
Maximizing land space has shifted focus from square footage to cubic utilization. Multi-tier mezzanine floor structures, custom high-density drive-in systems, and cantilever configurations are enabling facilities to achieve up to 300% more storage capability within existing perimeters. Vertical integration demands high load-bearing steel frameworks designed under precise structural tolerances.
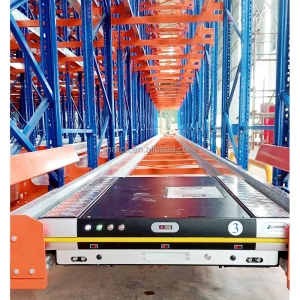
Automated storage and retrieval systems (AS/RS), including radio pallet shuttles and 4-way shuttle racking, are overtaking human-operated systems in high-throughput sectors. Transitioning to automated solutions reduces SKU retrieval times, mitigates forklift accidents, and allows operations to transition seamlessly to 24/7 dark-store models.
Logistical needs change as enterprises scale. Dynamic businesses avoid rigid structural systems in favor of modular, boltless, adjustable frame systems. These scalable rack infrastructures support rapid relocation, structural height adaptations, and simple mechanical component replacements without requiring complete system write-offs.
Deciphering the balance between structural safety, material costs, and logistics reliability for commercial procurement leads.
Industrial storage is fundamentally an operational safety asset. International procurement teams require systems built to standard certifications including ISO 9001 and European CE parameters. Our production ensures steel quality, precise structural welds, and uniform powder coatings to resist load deflection and prevent failure risks under high capacities.
Operating a facility in Dongguan, the hardware hub of China, gives Jinhui Storage unique manufacturing advantages. Supported by over 980 vetted supply chain partners, we maintain uninterrupted access to raw steel materials, allowing us to guarantee consistent lead times even amidst global logistics volatility.
Our 18,600 sqm smart facility utilizes automated steel forming lines, robotic welding arms, CNC punch stations, and automatic powder-spraying booths. This mechanical consistency eliminates human variance, producing highly accurate interlocking parts that facilitate rapid assembly at destination ports.
Founded in 2017, we are a professional manufacturer specializing in warehouse storage solutions and industrial racking systems in China.
We are dedicated to providing high-quality storage equipment for warehouses, factories, logistics centers, supermarkets, and distribution facilities worldwide. Our engineering focus revolves around maximizing operational space, enhancing warehouse flow-through, and complying with stringent safety parameters.
With an annual export revenue of approximately USD 16 million, our solutions are trusted in more than 50 countries. We have accumulated 8 years of export experience and 14 years of industry experience, serving international distributors and engineering contractors with deep technical engineering documents and reliable CAD layout services.
Quality is the foundation of Jinhui. Every raw steel cohort is audited for tensile strength before entering our stamping lines. Our QA team is staffed by 46 experienced inspectors who perform raw material checks, dimensional caliper validation, coating thickness analysis, and welding strength tests.
Our dedicated research and development team, consisting of 68 design engineers, delivers robust OEM & ODM customized solutions based on specific warehouse load limits, floor flatness profiles, and handling vehicle layouts. In the past fiscal year, our engineers developed and rolled out 126 new products and upgraded storage solutions to meet changing logistics needs.
Our 360-degree manufacturing pipeline utilizes precision equipment and systematic inspection phases to maintain structural and coating reliability.




































Every industry possesses distinct picking cycles, environmental variables, and structural load profiles.
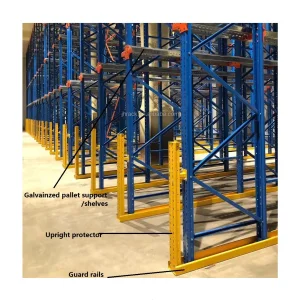
High throughput rates and high SKU counts demand storage systems optimized for manual picking and rapid sortation. Integrated multi-tier mezzanine floors combined with carton flow lanes minimize travel distances for picker personnel. Structural accessories such as column guards and wire mesh decks ensure safety in busy operations.
Given the high operating costs of refrigerated spaces, density is the primary objective. Automated radio shuttle racking and drive-in configurations maximize pallet positions per cubic meter. Jinhui utilizes low-temperature powder coatings and cold-resistant steel grades to prevent brittleness and scaling in sub-zero environments.
Storing tooling dies, raw materials, and machinery parts requires heavy-duty storage configurations. Our heavy-duty selective pallet racks feature thick steel uprights and high-capacity box beams designed to carry load capacities of up to 4,000 kg per level, preventing structural sag or deflection.
Essential technical guidance from our lead structural engineers regarding loading limits, installation protocols, and customization options.
We manufacture our systems using certified Q235B and Q355B high-tensile structural steel. These steel profiles are mill-certified to guarantee structural integrity, yield point performance, and load capacity parameters, which are compliant with European and North American standards.
Yes, our R&D group of 68 engineers utilizes CAD and finite element analysis (FEA) software to model frame capacities under local seismic requirements. We design baseplates, column dimensions, and brace patterns to conform to municipal building codes in your region.
We utilize a multi-stage shot blasting cleaning process followed by electrostatic powder deposition, curing at 200°C. This creates a surface layer thicker than 60 microns that resists moisture, impact scratches, and chemical cleanings.
Standard custom production runs require approximately 20 to 30 days after drawing approval. Standard modular racking profiles can be shipped faster, supported by our robust raw material inventory and manufacturing line capacity.
Our QA department performs physical deflection testing on structural beams and welds, checking weld penetration and structural behavior under overload conditions. Testing results are logged in detailed QA certificates provided with your shipping documentation.
Explore additional specialized mezzanine platforms, cantilever designs, and high-density space-saving solutions.