Engineered for warehouse density, automated logistics integration, and maximum structural payload safety.



Established in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. has established itself as an authoritative leader and premier manufacturing facility specializing in high-performance warehouse storage solutions and industrial racking systems in China. For over 14 years of industry experience and 8 years of export experience, our mission has been to provide rugged, scalable, and cost-effective storage equipment for distribution centers, manufacturing plants, automated logisitic hubs, cold storage environments, and global retailers.
Spanning over 18,600 square meters, our modern factory utilizes state-of-the-art automated manufacturing infrastructure. This includes automatic roll forming production lines, high-precision laser cutting machinery, CNC punching equipment, multi-axis robotic welding units, and automated electrostatic powder coating lines. Our extensive supply chain network of over 980 supply chain partners ensures stable material procurement, competitive raw materials costing, and unmatched production scheduling accuracy.

Critical macro insights for logistics directors, procurement specialists, and warehouse managers planning modern supply chain infrastructure.
In the contemporary global trade paradigm, supply chain resilience is heavily dependent on warehouse floor utilization and processing speeds. Procurement directors face critical bottlenecks: rising commercial real estate rates, labor shortages, and the integration of automation. Selecting a competent OEM/ODM storage solutions factory is not merely a vendor selection process; it is a long-term capital expenditure investment that directly affects a business’s operational throughput and ROI.
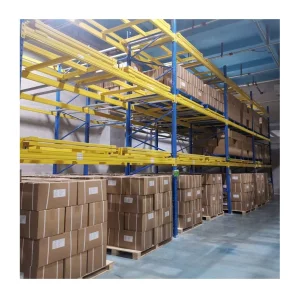
Standard static selective racking systems often result in underutilized vertical space and excessive aisle widths. High-density racking formats—such as dynamic Push Back racking, ASRS systems, and 4-way pallet shuttle systems—allow facilities to recover up to 60% of lost floor space, dramatically reducing the cost per square meter stored.
Warehouse safety protocols demand compliance with rigorous load limits and regional seismic requirements. Jinhui enforces structural design tolerances that comply with international standards including FEM, RMI, and AS4084, mitigating rack collapsing hazards and protecting warehouse personnel.
Transitioning from traditional manual forklifts to autonomous systems requires precise racking alignment. We manufacture racking solutions with tolerances down to the millimeter to support autonomous guided vehicles (AGVs) and ASRS shuttle rails without operational disruptions.
Tailored warehouse topologies addressing unique environmental requirements across industries worldwide.
E-commerce centers demand massive SKU availability and dynamic pick rates. Jinhui's customized Mezzanine Floor Racking Systems and multi-tier shelving units provide vertical expansion pathways. This multi-level architectural layout doubles or triples warehouse floor capacity, segregating small-item picking areas from bulk pallet storage zones.
Cold storage facilities are highly expensive to run and cooling costs are calculated by volume. Maximizing the dense storage volume is vital. Our specialized Drive-In and Smart 4-Way Shuttle Racking Systems are engineered using high-grade structural steel (e.g., Q355B steel) and powder coated to withstand temperatures down to -30°C without paint deterioration or structural embrittlement.
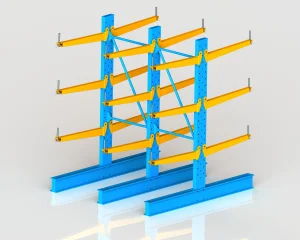
Heavy machinery parts, steel bars, and raw materials demand robust load capabilities. Jinhui's heavy-duty cantilever racks and teardrop selective pallet racks support extensive payloads. These assemblies utilize high-integrity components, certified welds, and robust anchor bolts to handle high stress and point loading.
Pioneering next-generation warehouse mechanics through continuous R&D.
Our engineering team continues to refine autonomous racking interfaces. The latest 4-way pallet shuttle systems utilize ultra-flat rails and custom junctions, allowing shuttles to change directions crossways and vertically on the racking grid, drastically reducing processing cycle times.
Leveraging specialized structural steels allows us to manufacture rack profiles that are lighter yet possess higher structural strength, minimizing physical footprint while increasing dynamic and static safety factors.
Using advanced thermosetting powder coatings provides excellent wear, impact, and chemical resistance. This environmentally conscious dry powder application emits zero VOCs, satisfying global import regulations.
Take an inside look at Jinhui's robust manufacturing workflow, raw material sorting, and precision engineering systems.































Every step of Jinhui's manufacturing process is audited to maintain ISO 9001 certification. Finished products undergo thorough testing protocols, including load capacity testing, dimensional inspections, paint finish thickness tests, and mechanical weld strength inspections before dispatch.
Our dedicated quality assurance department includes 46 experienced inspectors equipped with precision testing tools. This guarantees that all outgoing structural framing, beams, and uprights comply with strict loading specifications.




Ensuring compliance, reliable shipping, and dedicated support for all international projects.
Serving buyers in more than 50 countries requires deep familiarity with local building safety codes, import logistics, and assembly requirements. Jinhui provides comprehensive engineering design documentation and support services to ensure quick local certification approvals.
Crucial industrial storage specifications and ordering guidelines resolved by our technical specialists.
Explore our heavy-duty platforms, mezzanine flooring systems, dynamic gravity flows, and space-optimizing racking models.










