Explore our top-tier certified racking systems designed for structural integrity, dynamic stability, and maximized warehouse volume utilization.






Analyzing the modern warehouse paradigm: How structural optimization drives supply chain resilience and footprint economics.
The global logistics and storage environment is undergoing an unprecedented structural revolution. In the wake of skyrocketing industrial real estate valuations, regional land scarcity, and the global e-commerce boom, distribution centers are no longer evaluating capacity in terms of square footage, but rather in terms of cubic space optimization. Moving vertically is no longer an optional strategy; it has become an industrial imperative. Selecting premier logistics storage systems and exporters dictates the operational bottom-line efficiency of third-party logistics (3PL) providers, cold-chain distributors, and heavy manufacturing warehouses worldwide.
Across North America, Europe, and the Asia-Pacific region, strict safety regulations—such as EN 15512 standards in Europe and RMI guidelines in the United States—dictate the structural parameters of pallet racking. Importers and warehouse integrators must secure hardware that satisfies dynamic loading tolerances, localized seismic classifications, and rigorous cyclical fatigue testing. High-grade Q235B and Q355B structural carbon steel have emerged as the industry benchmarks, delivering the necessary yield and tensile strength required to build safe multi-tier structures, VNA (Very Narrow Aisle) systems, and complex mezzanine configurations.
From material sciences to automated workflows, discover the key advancements setting new standards in high-capacity storage.
Transitioning from traditional selective racking to VNA, push back, and drive-in configurations to compress footprint demands by up to 50% while expanding load densities.
Seamless mechanical integration of heavy-duty racks with stacker cranes, automated shuttle carts, and warehouse management software (WMS) for zero-labor transport.
Engineering smart upright structural profiles designed to flex and dissipate kinetic energy under extreme geological strain, minimizing catastrophic failures.
Furthermore, sustainability has become an core design parameter. Modern industrial racking production leverages advanced powder-coating lines that eliminate volatile organic compounds (VOCs). The resulting finish offers superior corrosion, abrasion, and moisture protection. This makes the storage racks highly reliable in demanding conditions, including sub-zero cold storage facilities and high-humidity chemical storage warehouses.
Premium manufacturer delivering high-end warehouse logistics systems and custom structural steel platforms globally.
Established in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. has established itself as an industry-leading manufacturer of high-end warehouse storage solutions and industrial racking systems. With 14 years of deep sector engineering experience and 8 years of international export logistics expertise, Jinhui serves a wide client portfolio. This includes global warehouse distributors, major logistics companies, heavy manufacturers, and e-commerce distribution centers across Europe, North America, Southeast Asia, Australia, South America, and the Middle East.
Jinhui’s state-of-the-art production hub covers over 18,600 square meters. It features advanced automated structural forming mills, high-precision laser cutting machinery, CNC punching stations, robotic welding lines, and high-efficiency powder coating lines. Underpinned by a highly responsive supply network of over 980 certified raw material partners, Jinhui achieves excellent production efficiency, competitive cost control, and reliable project lead times.








Modern warehouse logistics require racking designs engineered to handle dynamic and static loading stress. Over years of research and product evolution, our team has established a precise technical roadmap focusing on automated space planning and materials science.






How different warehouse architectures solve localized storage, retrieval speed, and load distribution challenges.
Industrial storage is not a one-size-fits-all discipline. Each industry has unique flow dynamics, stock keeping unit (SKU) profiles, and picking rates that dictate the choice of racking architecture:
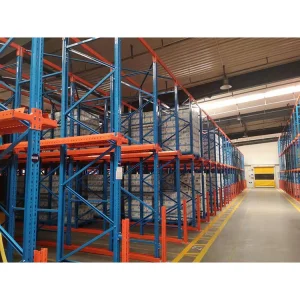
1. Heavy-Duty Selective Pallet Racking: The foundational baseline of global warehousing. It provides 100% immediate access to every individual pallet SKU. It is highly versatile, easy to install, and accommodates standard material handling equipment without specialized forklift attachments.
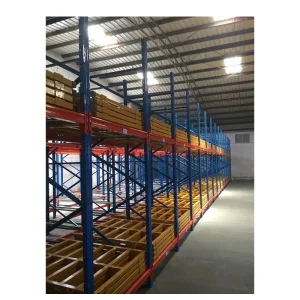
2. Drive-In & Drive-Through Systems: Designed for high-density storage of identical SKU inventories. By reducing dedicated forklift access aisles, drive-in structures utilize up to 85% of available warehouse volume, operating on a Last-In, First-Out (LIFO) material flow logic.
3. Cantilever Racks: The premier solution for storing non-standard, long, or bulky structural profiles such as steel beams, timber, plastic piping, sheet metal, and automotive frames. Unobstructed by front vertical columns, cantilever arms allow flexible loading patterns.
4. Automated Storage and Retrieval Systems (AS/RS): The peak of modern high-density warehouse automation. Integrated with automated cranes, vertical elevators, and high-speed conveyor systems, AS/RS structures minimize labor overhead, improve accuracy, and allow safe operation in high-bay structures exceeding 30 meters in height.








How we inspect raw materials, dimensional tolerances, and coat thickness to ensure performance reliability.
Reliability requires strict testing. Every batch of raw steel plate or upright frame undergoes rigorous verification by our 46 professional quality control inspectors before release. This structured approach helps ensure compliance with international load standards, thickness specs, and structural performance requirements.





Our facility operates an extensive production infrastructure, supporting OEM and ODM projects with high repeatability.









Expert technical insights regarding raw materials, load compliance, engineering design, and international shipping standards.
A: We primarily utilize high-strength structural carbon steels, specifically Q235B and Q355B (equivalent to ASTM A36 and ASTM A572 Grade 50). Q355B is selected for heavy-duty columns and load-bearing beams to provide superior yield strength under high load capacities. Q235B is widely used for standard bracing, accessories, and decking panels.
A: Our designs are calculated using Finite Element Analysis (FEA) software to model seismic reactions in target zones. We configure base plates, structural anchors, and upright profiles to comply with RMI (Rack Manufacturers Institute) and European EN 15512 codes, ensuring dynamic load stability during geological events.
A: VNA systems reduce access aisle widths to between 1.5 and 1.8 meters, which is 40-50% narrower than standard configurations. This increases storage capacity by up to 50% within the same physical footprint while preserving 100% direct selective access to every pallet in the system.
A: Our industrial racks feature automated thermosetting epoxy polyester powder coating. The multi-stage chemical pretreatment creates a strong mechanical bond that prevents micro-cracking and moisture infiltration. This prevents oxidation and corrosion even in sub-zero environments down to -30°C.
A: Yes. Jinhui features an in-house R&D department with 68 design engineers. We develop custom racking, structural layouts, and customized metal stampings based on site layouts, material handling specifications, and local safety codes. We launched 126 upgraded storage solutions last year alone.
A: Heavy structural uprights and beams are bundled with high-tensile steel strapping and protected by corner guards. Panels and minor components are packed in heavy-duty corrugated cartons and shrink-wrapped on pallets. This robust packaging protects the components from saltwater corrosion and damage during international transit.
Premium industrial-grade solutions engineered to maximize storage capacity per square meter.