Discover high-capacity, precision-engineered warehouse storage racking and structural platforms optimized for modern supply chains.








Analyzing market drivers, macroeconomic vectors, and structural demands shaping industrial logistics platforms.
In the era of hyper-optimized supply chains, global warehouse management is undergoing a structural transformation. Increased industrial land values, coupled with the exponential growth of multi-channel distribution networks, have forced enterprises to optimize vertical storage volume. Modern industrial spaces are no longer simple storage depots; they function as active nodes within a dynamic logistical network that demands high safety margins, strict dimensional tolerances, and high spatial efficiency.
Palletized storage systems—ranging from conventional selective racking to complex, semi-automated deep-lane configurations—are critical structural frames designed to sustain massive mechanical static loads under various seismic dynamics. Procurement officers and facility designers face challenging conditions when identifying tier-1 suppliers capable of delivering engineered structures that align with structural standards like RMI (Rack Manufacturers Institute) in North America, FEM 10.2.02 in Europe, and AS4084 in Australia.
Information Gain Insight: Selecting a racking supplier based solely on per-bay pricing is a common pitfall. Total Cost of Ownership (TCO) is determined by structural steel grades (such as Q235B vs. Q355B), structural safety factors, resistance to forklift impact, and durability of powder coatings in varied humidity and temperature thresholds. Understanding these elements protects capital expenditures and ensures operational safety.
How industry experts audit and select the top palletized racking and storage equipment suppliers globally.
High-quality suppliers rely on Q235B and Q355B structural steel, processed via cold-roll forming to guarantee structural load bearing and ductile deformation capability under dynamic strain.
Top manufacturers design racking systems with precise manufacturing tolerances, allowing integration with automated storage systems like radio shuttles, cranes, and AGVs.
A reputable global factory must operate under ISO 9001 quality management structures and conduct regular load testing, weld inspection, and raw material validation.
Established in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. has developed into a professional manufacturer of industrial racking and warehouse storage systems. Operating from an advanced 18,600 square meter manufacturing plant, our company provides reliable, cost-effective storage solutions for warehouses, factories, distribution facilities, and retail centers globally.
Our production facility features modern manufacturing machinery, including automated roll forming lines, high-precision fiber laser cutters, CNC punching systems, robotic welding cells, and continuous powder coating systems. With 14 years of industry experience and 8 years of export experience, Jinhui processes high volumes of structural steel to supply racking systems to over 50 countries and regions, generating an annual export revenue of USD 16 million.
Supported by a network of over 980 supply chain partners, we maintain consistent raw material sourcing and pricing stability. Our technical team includes 68 R&D engineers who design customized B2B solutions tailored to specific warehouse layouts, building restrictions, and load capacities. In the past year, this engineering team developed and introduced 126 new and upgraded product designs, reflecting our commitment to continuous product improvement.
Quality assurance is integrated into every step of our manufacturing workflow. Operating under an ISO 9001 certified framework, our quality control team of 46 inspectors monitors production from raw steel processing to final loading. Finished structures undergo mechanical load testing, dimensional tolerance checking, coating thickness measurement, and weld penetration testing to ensure every system meets international performance and safety standards.
A detailed look at the machinery, fabricating steps, and QC inspections that ensure our storage systems meet high industrial standards.




































How engineering innovations and IoT telemetry are transforming static racking into intelligent logistics assets.
Pre-configured storage systems designed to address unique operational and environmental challenges.
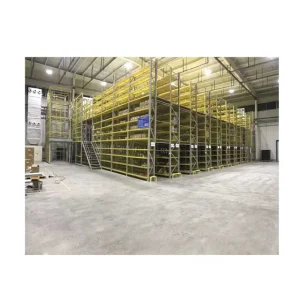
Utilizing multi-tier racking with integrated walkways and stairways to partition vertical space, maximizing picking throughput for large SKU inventories.
Heavy-duty cantilever racks and structural steel platforms engineered to support long, bulky loads and heavy components with safety margins.
Specially formulated steel and finishes designed to withstand cold storage environments down to -30°C without experiencing material embrittlement.
Ultra-precise manufacturing tolerances allow seamless integration with stacker cranes, high-speed shuttle runners, and warehouse management software.
Explore our specialized racking systems, structural steel mezzanines, and smart shuttle storage solutions.







Technical answers to help logistics engineers and procurement managers select the right systems.