Premium heavy-duty industrial racking configurations engineered to maximize spatial efficiency.
Analyzing key global dynamics, supply chain challenges, and technical engineering paradigms in modern warehousing.
In the contemporary global trade economy, land scarcity, rising labor costs, and accelerated e-commerce demand have forced industrial operators to transition away from traditional storage models. Traditional manual warehousing is increasingly viewed as an operational bottleneck. Modern logistics demands ultra-high density systems, real-time stock traceability, and seamless material handling integration.
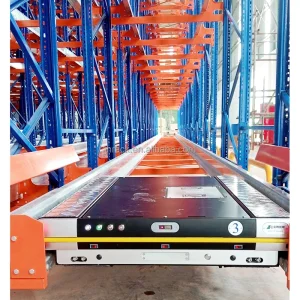
This macro shift is driving the exponential adoption of Automated Storage and Retrieval Systems (AS/RS). By leveraging robotic stacker cranes, autonomous shuttle systems, and precise vertical racking frameworks, industrial facilities can reduce footprint requirements by up to 60% while expanding volumetric capacity by over 200%. As a primary supplier, Dongguan Jinhui Storage Equipment Co., Ltd. custom designs racking frameworks that withstand the strict dynamic loads and tight tolerances demanded by automated material handling systems.
Unlike conventional static storage systems, automated racking structures operate with tolerances measured in millimeters. Standard pallet racking permits minor frame deflections, but an automated shuttle or stacker crane traveling at velocities exceeding 3m/s requires precise alignment. Minor dynamic deflections can cause automatic system lockouts or mechanical collisions. Dongguan Jinhui addresses these issues using high-yield steel profiles (such as Q235B and Q355B) and structural finite element analysis (FEA) to secure consistent structural stability under continuous dynamic operations.
Purchasing directors from logistics firms, engineering contractors, and manufacturing operations in regions such as Europe, North America, and Australia face the challenge of balancing capital expenditure (CAPEX) optimization with strict structural safety certifications. When importing automated storage frameworks and high-density racking components from China, ensuring local building code compliance is a critical step in risk mitigation.
Racking designs must comply with EN 15512, EN 15620, and the Federation Européenne de la Manutention (FEM) 10.2.02 standard, which govern vertical tolerances, beam deflections, and structural design calculations under dynamic automated loads.
North American procurement requires adherence to the Rack Manufacturers Institute (RMI) standards. Strict seismic calculations, tear-drop configuration integrity, and impact resistance specifications are key requirements for system compliance.
Australian regulations dictate specific testing protocols for upright and beam stability. Designs must account for localized seismic criteria, load calculations, and structural safety margins to ensure operational stability.
Combining raw material integration, robotic precision, and strict QA protocols to deliver global storage solutions.
Dongguan Jinhui Storage Equipment Co., Ltd. operates a modern manufacturing facility covering over 18,600 square meters. Established in 2017, we leverage over 14 years of industry experience and 8 years of export expertise to bridge the gap between advanced engineering concepts and physical warehouse storage installations.
Our production floor features automated production lines, precision laser cutting machinery, CNC punching equipment, multi-axis robotic welding units, and continuous electrostatic powder coating systems. Backed by 980+ supply chain partners, we secure stable material sourcing, minimize raw material price volatility, and maintain reliable lead times for large-scale international projects.




































We believe that standard, off-the-shelf racking rarely meets the requirements of complex distribution centers. Our dedicated engineering department, comprised of 68 specialized R&D engineers, develops bespoke configurations optimized for local seismic zones, ceiling heights, concrete slab loads, and fire protection requirements.
During the last fiscal year, our R&D team engineered and deployed 126 new storage product designs and structural upgrades. Utilizing finite element analysis (FEA), we simulate static loads, live dynamic interactions, and seismic activity. This analytical approach guarantees that steel volume is strategically distributed, maximizing safety factors while minimizing material cost.
Our quality control process is managed by 46 experienced quality inspectors operating under an ISO 9001 framework. Testing protocols cover incoming material chemistry, welding penetration tests, cross-cut adhesion tests for powder coatings, and ultimate load testing. This ensures each shipped profile meets international safety expectations.
How Jinhui storage systems solve density and efficiency challenges across diverse industries.
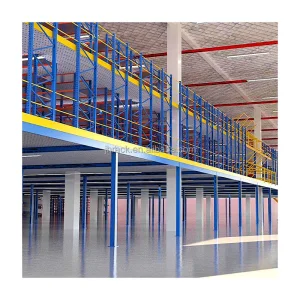
High-throughput multi-tier mezzanine floors and radio shuttle racking systems optimize vertical volume. These layouts accelerate order picking and dynamic batch consolidation in fast-moving consumer goods networks.
Mobile racking systems and drive-in configurations concentrate footprints to minimize refrigerated volumes. High-performance powder coatings retain durability in sub-zero environments down to -30°C.
Heavy-duty structural pallet racks and cantilever systems carry heavy toolings, steel coils, and raw materials safely. Structural steel options offer durability against forklift impacts.
Providing clear, engineering-backed answers to critical questions in warehouse storage system sourcing.
We use structural analysis software to calculate load limits, factoring in uniform distributed load (UDL) requirements, dynamic pallet placement impacts, and regional seismic criteria. We specify high-strength cold-rolled steel coils, such as Q235B or Q355B. This ensures our heavy-duty beam profiles maintain safety margins that comply with international regulations (e.g., FEM, EN, and RMI).
First-In, First-Out (FIFO) layouts, such as gravity flow racks and carton flow systems, ensure stock rotates continuously by feeding new inventory from the loading side and picking it from the opposite discharge side. Last-In, First-Out (LIFO) layouts, such as drive-in or push-back racking, require access from a single aisle. This approach maximizes storage density by storing deep batches of uniform products that do not require rotation.
We follow a structured design process: 1) We collect the warehouse DWG layout files, pallet dimensions, maximum load per pallet position, and forklift specifications. 2) Our R&D engineering team designs the system using CAD and 3D simulation tools. 3) We perform structural calculations for seismic and dynamic loads. 4) We submit a detailed design drawing and cost estimate for approval. 5) Once confirmed, we manufacture the system in our ISO 9001 certified facility, running it through raw materials checks to packaging.
We prep all raw profiles by shot blasting to remove scale and oils. We then apply an electrostatic powder coat, baking it at high temperatures to create a durable finish. For high-corrosion, humid, or sub-zero environments, we offer hot-dip galvanized steel components. These are coated in zinc layers to prevent steel oxidation.
Our inspectors run quality checks at every production stage. Raw steel undergoes dimensional checks, while welded assemblies are verified for structural integrity. After coating, we test film thickness and impact resistance. Finally, we confirm structural tolerances to ensure hassle-free assembly on site.
Innovative shuttle-compatible, gravity flow, and modular storage configurations designed to maximize floor efficiency.