Engineered to maximize vertical cube utilization, streamline logistics operations, and ensure structural load capacity for global warehouses.








As global e-commerce volumes and warehousing costs climb, warehouse managers face a structural challenge: how to scale storage volume without expanding physical building footprints. Mezzanine floors represent a solution to this. By utilizing the vertical volume of a warehouse, these platforms double or triple storage capabilities, transforming single-level footprints into multi-tier logistics centers.
Modern industrial mezzanines are engineered systems rather than simple raised platforms. They rely on detailed structural engineering, grade-specific steel, and precise integration with material handling equipment (MHE). Depending on structural requirements, systems fall into three primary designs: column-supported structural platforms (for open, flexible layouts underneath), rack-supported mezzanines (utilizing the racking framework for floor support), and shelving-supported catwalk systems (ideal for manual pick-and-pack operations).
Mezzanine systems are used across diverse industrial sectors, each requiring specific configurations to optimize throughput and safety:
The design of industrial storage platforms is adapting to new technologies. The modern mezzanine is no longer just a static steel deck; it is becoming a modular, adaptable component of automated material handling systems. The growth of automated guided vehicles (AGVs) and autonomous mobile robots (AMRs) has changed the design requirements for mezzanine floors. These automated vehicles demand flatter floors, precise deflection limits, and robust floor finishes to keep navigation sensors aligned.
Modern platforms integrate high-tolerance flat-floor systems, steel-plate floor finishes, and vibration-dampening structures to support continuous AMR operation without disrupting navigation sensors.
By using 3D structural analysis, engineers simulate dynamic load distribution, seismic events, and structural fatigue to optimize material distribution, ensuring safety while managing steel costs.
Automated powder coating lines apply thermosetting epoxy polyester coatings. This process yields a highly durable, scratch-resistant surface with zero volatile organic compound (VOC) emissions.
In addition to robotic integration, modern systems prioritize sustainable engineering. Quality suppliers use high-tensile steel (such as Q235B and Q355B), allowing designers to achieve necessary load ratings with less raw steel weight, reducing the overall carbon footprint of the project. Advanced powder coating lines also produce durable finishes that protect against wear and corrosion in active industrial environments.
Dongguan Jinhui Storage Equipment Co., Ltd., founded in 2017, operates a specialized manufacturing facility spanning over 18,600 square meters in Dongguan, China. Dongguan's industrial cluster provides access to raw materials and shipping hubs, helping to stabilize sourcing and logistics.
Supported by a network of over 980 supply chain partners, Jinhui maintains consistent production schedules and offers competitive pricing. The facility features CNC punch presses, robotic welding systems, laser cutting machines, and automated powder coating lines that convert raw steel into structural profiles with minimal tolerances.
The manufacturing process at Jinhui relies on continuous quality monitoring at each stage of production. From raw material intake to final packing, each step is designed to meet industrial safety and dimensional requirements.































To ensure international site safety and load capacities, Jinhui's manufacturing is conducted under an ISO 9001 quality management framework. Product lines undergo structural tests including load capacity testing, dimensional inspections, paint finish thickness measurements, and welding strength checks before leaving the factory. These efforts are supported by a quality control team of 46 experienced inspectors.
Jinhui's quality control process runs from the initial design phase through final dispatch, using standardized inspection tools to check that manufacturing tolerances meet design specifications:





Jinhui's products are designed and manufactured with reference to standard regulatory frameworks, including European FEM guidelines (FEM 10.2.02), American RMI specifications, and Australian Standards (AS4084-2012). Following these guidelines helps ensure safe operations, structural stability, and earthquake compliance across diverse global warehouse environments.
Jinhui provides technical and logistics support tailored to international clients, serving warehouse distributors, logistics operators, manufacturing centers, and retail channels across Europe, North America, Southeast Asia, Australia, South America, and the Middle East.
Supported by 8 years of export experience, the company handles customs documentation, shipping arrangements, and local import requirements. To assist with assembly, Jinhui provides comprehensive installation drawings, step-by-step video guides, and layout drawings. An engineering team of 68 R&D engineers is also available to develop OEM/ODM storage configurations based on specific warehouse layouts, local building codes, and loading requirements.
Expert answers addressing the structural, engineering, and logistic questions surrounding industrial mezzanine systems.
Load capacity varies based on design requirements. Light-duty office platforms typically range from 250 to 300 kg/m². Standard industrial storage platforms support 500 to 1,000 kg/m², while heavy-duty configurations for heavy machinery or dense pallet storage can exceed 1,500 kg/m². Column spacing, beam depth, and deck material are optimized by our engineers to meet your specified load capacity.
Every structural design must account for regional building codes. For seismic zones, columns and base plates are engineered to handle ground acceleration forces. For fire safety, designs must accommodate existing sprinkler systems, using open-grid mesh decking or perforated steel grating when necessary to allow water flow, along with dedicated fire escape stairs and safety gates.
Yes. Our mezzanine structures feature a bolted, modular design. This glueless, weld-free assembly allows components to be disassembled, relocated, or expanded as storage needs evolve. Individual beams, uprights, and deck plates can also be replaced if damaged.
Decking options depend on the application: high-density plywood or MDF over B-decking is cost-effective for foot traffic and manual picking; solid steel plates offer high durability and support heavy cart or AGV wheel loads; while steel grating or wire mesh provides air circulation, light penetration, and complies with fire safety regulations.
Our team of 68 R&D engineers creates detailed CAD layouts and 3D models based on your warehouse dimensions. Once the drawings are approved, we manufacture the system and pack components in protective strapping and plastic wrapping. With our experience exporting to 50+ countries, we coordinate ocean freight, customs clearances, and provide full documentation to ensure efficient shipping and import.
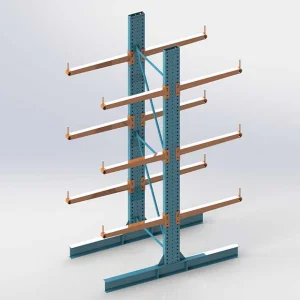
From high-density automated shuttle systems to heavy-duty cantilever racks, explore our range of structural storage products.