



Established in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. has rapidly emerged as a leading professional manufacturer specializing in high-performance warehouse storage solutions and industrial racking systems in China. Driven by structural innovation and engineering excellence, we are dedicated to providing premium-grade storage units designed to optimize storage density, ensure operational safety, and streamline logistics workflows for factories, supermarkets, distribution facilities, and international logistics hubs.
Our advanced manufacturing facility spans a massive footprint of over 18,600 square meters. It houses state-of-the-art production technologies, including automated roll-forming lines, precision laser cutting machines, high-speed CNC punching stations, robotic welding cells, and eco-friendly electrostatic powder coating lines. By controlling every production parameter—from raw material verification to final surface finishing—we offer stable, cost-effective, and highly scalable storage systems that stand up to the most demanding industrial requirements.
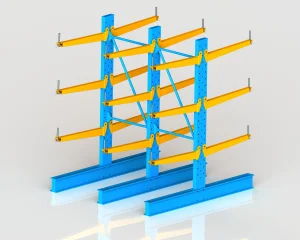
Our comprehensive portfolio includes selective pallet racks, heavy-duty shelving, cantilever systems, drive-in structures, automated shuttle racking, mezzanine platforms, and dynamic mobile storage units. With products successfully installed across more than 50 countries and regions, we maintain deep technical partnerships with distributors, e-commerce giants, and engineering firms across Europe, North America, Southeast Asia, Australia, South America, and the Middle East.
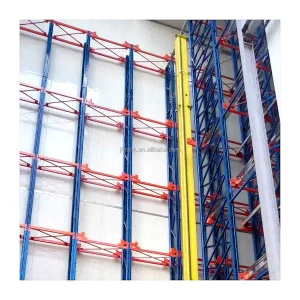
The material handling landscape is rapidly shifting from static storage configuration to dynamic, space-optimized systems. High land costs and the drive for carbon-neutral operations require modern warehouses to minimize footprint while maximizing volume utilization. Industrial mobile storage units, powered by automated control systems, are key to this efficiency revolution.
Moving beyond standard manual tracks, motorized heavy-duty mobile racks use PLC-controlled drive systems to open access aisles on demand. Integrating photo-electric safety barriers and variable frequency drives (VFD) ensures smooth travel even when loaded with up to 24 tons per bay group.
Utilizing high-tensile Q235B and Q355B structural steel, our designs undergo Finite Element Analysis (FEA) to withstand static, dynamic, and seismic forces. This ensures stability under maximum deflection limits mandated by international standards.
The future of storage lies in smart connectivity. Our mobile units feature optional IoT modules that communicate directly with Warehouse Management Systems (WMS). This facilitates automated slotting, predictive maintenance, and real-time inventory tracking.
Different sectors face unique supply chain challenges. Our mobile storage platforms are engineered to solve industry-specific pain points, from cold preservation to high-throughput manufacturing distribution.
Operating down to -30°C demands specialized metallurgy. Jinhui's cold storage mobile racks maximize storage volume, reducing the energy cost per pallet space. We use low-temperature rated steel alloys and anti-condensation powder coatings to prevent structural embrittlement and surface degradation.
To support next-day delivery cycles, our racking layouts integrate narrow aisle (VNA) access and push-back configurations. This allows forklift operators to safely retrieve pallets while maintaining a high SKU density profile within multi-channel distribution centers.
Heavy machinery components, automotive dies, and raw sheet materials require immense load tolerances. Our 4-tier heavy-duty storage racks and stackable steel crates sustain loads exceeding 1000kg per level. Rigid deflection margins prevent rack deformation during heavy loading cycles.
Jinhui operates on a lean manufacturing model backed by over 980 vetted supply chain partners. This vertical integration allows us to procure certified raw steel sheets and coils, execute precision structural fabrication, and manage finishing processes under one unified quality system. By streamlining our operations, we insulate global buyers from pricing volatility and deliver predictable manufacturing schedules.
Our 18,600+ square meter factory utilizes advanced machinery and strict inspections to maintain structural integrity. Below is our complete production workflow:
































Procuring large-scale warehousing solutions requires careful evaluation of safety factors, engineering specifications, and long-term operating costs. Below is a checklist designed for procurement leads:
Ensure that all structural beams conform to regional regulations (e.g., L/200 deflection limit according to European FEM or American RMI codes). Deflection rates must be verified under full capacity loads to guarantee structural integrity over years of use.
Custom configurations must incorporate regional seismic hazard maps. Jinhui's structural engineers use specialized simulation software to compute necessary upright wall thicknesses and baseplate anchorage configurations for high-risk seismic zones.
Beyond the initial purchase price, evaluate long-term maintenance costs. Modern corrosion protection, like hot-dip galvanization or electrostatic powder coatings, protects steel components from humidity and mechanical wear, lowering replacement costs.
Our 46 quality inspectors follow a multi-point inspection protocol. Every batch of steel undergoes mechanical property verifications, coating adhesion cross-cut tests, and dimensional audits using calibrated metrology equipment.