The global logistics landscape is undergoing an unprecedented shift towards automation, higher product densities, and stringent safety criteria. Industrial storage systems, once viewed as passive support infrastructure, have transitioned into high-performance components critical to supply chain efficiency. Heavy-duty steel storage pallets and racking units serve as the backbone of this evolution, directly influencing load capacity limits, picking speed, automated guided vehicle (AGV) compatibility, and seismic hazard mitigation.
For operations directors, procurement managers, and logistics design engineers, sourcing structural steel storage hardware is not merely a transaction; it represents a multi-decade asset investment. This whitepaper analyzes the engineering variables, material specifications, and quality validation processes involved in procuring advanced storage configurations from premium manufacturing plants in China. Through systematic supply chain synchronization and engineering innovation, global enterprises can maximize volumetric utilization while guaranteeing operational reliability.
High-quality steel storage pallets and heavy-duty racking systems must satisfy multiple cross-functional criteria. These include material traceability (such as certified Q235B or Q355B steel), robust structural integrity under variable load profiles, and durable anti-corrosion properties suitable for environments ranging from ambient-temperature distributions to deep freeze storage facilities. Achieving these standards demands state-of-the-art tooling, advanced robotics, and stringent quality control protocols.
Established in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. has developed into a leading, specialized manufacturer of warehouse storage systems and heavy-duty industrial racking in China. Serving customers in over 50 countries across Europe, North America, Southeast Asia, Australia, South America, and the Middle East, we address complex material handling challenges for distributors, logistics firms, manufacturers, and e-commerce fulfillment centers.
Our expansive manufacturing facility incorporates advanced precision manufacturing tools, including automatic roll forming systems, high-speed CNC punching stations, robotic weld cells, and integrated powder coating lines. By managing each stage of production in-house under ISO 9001 quality management structures, we maintain high levels of quality, safety, and durability in our final products.
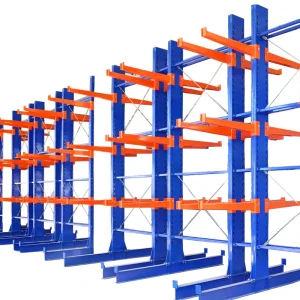
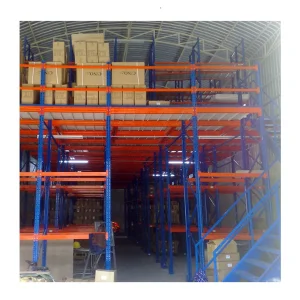
Jinhui’s extensive product catalog features selective pallet racks, heavy-duty racking, longspan shelving, mezzanine platforms, drive-in systems, cantilever structures, automated shuttle shelves, and customized warehouse racking solutions. These systems are designed to maximize volumetric efficiency, improve accessibility, and maintain high standards of structural safety.
Driven by continuous technical development, our R&D group offers comprehensive OEM and ODM support. We provide tailored layout designs, structural calculations, and installation guidance based on your warehouse layout, material handling equipment, and load characteristics.
Jinhui sources raw steel directly from leading Chinese steel mills (such as Baosteel and Ansteel). This relationship ensures consistent material specifications, certified chemical properties, and structural stability for all cold-rolled coil profiles.
Located in Dongguan's manufacturing hub, our factory benefits from a comprehensive industrial ecosystem. Access to tooling components, high-efficiency mechanical systems, and specialized engineering expertise enables cost-effective custom production.
Our proximity to major ports (such as Shenzhen and Guangzhou) simplifies international container loading, reduces transit overheads, and shortens global delivery schedules for large-scale installation projects.
Our 36-step quality-assured manufacturing sequence utilizes automated workflows, precision forming, and rigorous quality inspection to deliver structural safety and long-term performance.




































Every warehousing installation poses unique environmental demands. Cold chain storage facilities, for example, require hot-dip galvanized steel finishes or specialized powder formulations to resist thermal contraction and moisture. Without these surface protections, base metals can oxidize, leading to accelerated structural failure.
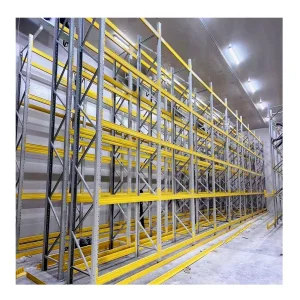
Conversely, high-density distribution centers utilizing radio shuttle racks or very narrow aisle (VNA) systems require tight dimensional tolerance control. Minor variations in upright plumbness or rail alignment can disrupt automated crane paths, triggering system shutdowns. Our engineering team addresses these challenges by matching steel storage specifications directly to your operational environments.
For installations in seismically active regions, standard static configurations are insufficient. Jinhui's structural engineers design customized base plates, heavy-duty floor anchoring profiles, and reinforced diagonal bracing patterns. This dynamic response engineering protects assets and staff while maintaining structural stability.
Through our network of global partners, we provide structural calculation reports aligned with local regulatory frameworks (such as US RMI standards or European FEM guidelines). This documentation simplifies local engineering approvals and occupancy permitting processes.
Jinhui supports project execution from initial site analysis and CAD layout planning through to manufacturing, container optimization, and localized installation guidance. By coordinating fabrication schedules with shipping timelines, we ensure your storage equipment arrives on site to meet your project milestones.
We manufacture our systems using structural carbon steel, primarily Q235B and Q355B (equivalent to S235JR and S355JR under European norms). Load capacities are calculated using Finite Element Analysis (FEA) software and verified through physical compression, deflection, and load-to-failure testing. This ensures all components maintain a safety factor aligned with RMI and FEM requirements.
For sub-zero or high-humidity environments, we offer hot-dip galvanized (HDG) steel components. The HDG process applies a thick zinc coating that provides barrier protection against rust. For dry environments, our electrostatic powder coating system uses thermosetting epoxy-polyester coatings cured at 200°C to deliver a durable, impact-resistant surface finish.
Yes. Our engineering division designs customized racks, automated shuttle runs, and Very Narrow Aisle (VNA) configurations. We maintain low tolerance thresholds to ensure smooth mechanical interaction with radio shuttles, stacker cranes, and AGVs. Every system is tailored to fit your specific material handling machinery.
We provide full AutoCAD layouts, 3D visualizations, structural calculations, component specifications, and detailed installation manuals. If required for local regulatory compliance or building permits, we work with localized engineering partners to deliver certified stamped drawings matching relevant regional building regulations.
Our standard manufacturing lead time is 20 to 30 days from layout approval to port delivery. To minimize ocean freight costs, our shipping team plans container loading layouts using specialized optimization software. This maximizes container cube utilization while grouping components for logical unloading on site.