In the modern era of logistics, warehousing is no longer merely a holding space for inventory; it has evolved into a key tactical point in global supply chains. As global e-commerce volumes continue to grow and land values in industrial areas rise, logistics companies, wholesalers, and manufacturers face a common challenge: maximizing storage capacity on limited floor space. Simple warehouse configurations are no longer sufficient to keep up with faster shipping schedules, labor shortages, and rising real estate costs.
Consequently, companies around the world are moving away from traditional, low-density storage toward high-density, vertical, and semi-automated racking systems. Whether deploying a Very Narrow Aisle (VNA) layout to cut down on forklift aisle requirements, using multi-tier mezzanine floors to add functional workspace above the ground level, or integrating computerized Automated Storage and Retrieval Systems (AS/RS), the main objective remains the same: maximizing volume efficiency. Dongguan Jinhui Storage Equipment Co., Ltd. addresses this need directly by engineering reliable, custom-tailored warehouse storage systems that transform standard spaces into highly efficient distribution networks.
"Storage optimization is about more than just buying steel. It is about understanding spatial metrics, structural stability, and the physics of material flow. A custom-engineered rack layout can reduce operational footprints by up to 40% while doubling total storage capacity."
Racking systems must be designed to withstand static loads, forklift impact forces, and dynamic seismic loads according to region-specific building codes.
Cold environments require specialized steel grades, such as Q355D, and resilient powder coatings that remain structurally sound under freezing temperatures.
Selecting gravity-fed flow rails or push-back carriages affects inventory turn rates, ensuring perishables or batch-controlled products move out on time.
Established in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. has developed into a leading manufacturer of warehouse storage solutions and industrial racking systems in China. Over the years, the company has integrated design, engineering, metallurgy, and global commerce to support warehouses, distribution facilities, and logistics centers worldwide. With 14 years of industry experience and 8 years of dedicated export history, Jinhui serves a wide client base across Europe, North America, Southeast Asia, Australia, South America, and the Middle East.
Our manufacturing plant spans more than 18,600 square meters and features automated production lines, laser cutting systems, multi-station CNC punching setups, robotic welding units, and electrostatic powder coating lines. Jinhui has established a strong global presence, exporting products to over 50 countries and generating an annual export revenue of approximately USD 16 million.
Supported by a network of 980 supply chain partners, we secure consistent raw materials and components, enabling us to deliver projects on schedule and at competitive prices. The company's engineering team consists of 68 R&D specialists who design customized OEM and ODM solutions to meet various warehouse layout, load-capacity, and integration requirements. Last year, the team launched and updated 126 product designs, reflecting Jinhui's commitment to ongoing product development.
Quality and safety in heavy-duty racking systems require precise control at every step of manufacturing. Jinhui's operations follow a structured process, using certified Q235B and Q355B structural steel to ensure the durability and load capacity of each rack component under industrial conditions.































Racking systems support dynamic, heavy structural loads, which requires strict manufacturing quality control. Under our ISO 9001 quality management framework, Jinhui employs 46 experienced quality inspectors. Our team checks raw materials, supervises production steps, and tests finished products before shipment.





Racking systems must comply with local engineering codes and safety regulations to ensure workplace safety. Jinhui designs, manufactures, and tests its storage solutions to meet regional standards worldwide:
Our teardrop wire mesh decking and selective pallet racks meet the Rack Manufacturers Institute (RMI) standards. This ensures safety factors, connection strength, and deflection limits meet the requirements of U.S. and Canadian regulators.
Designed to comply with European safety codes, including specific vertical tolerances, sway limits, and load safety factors. These certifications help streamline regional installations and inspections across Europe.
Our heavy-duty frames are engineered to meet AS 4084-2012 standards. We use specified cold-formed structural steel profiles to handle structural loading, impact resistance, and seismic conditions common in Australia.
By using certified steel and automated welding, Jinhui delivers systems that are ready for structural sign-off by local authorities. This helps reduce commissioning times and potential compliance issues for our international partners.
Jinhui's products are used across diverse industries, each requiring specific configurations to balance storage density with operational access:
Solution: Multi-Tier Mezzanine Platforms & Carton Flow Racks.
Result: Utilizes vertical space for manual picking areas, doubling usable floor space for small items and SKU management.
Solution: Drive-In Pallet Racking & Gravity Pallet Flow Systems.
Result: High-density storage reduces chilled volume footprint, lowering refrigeration energy costs while maintaining FIFO rotation.
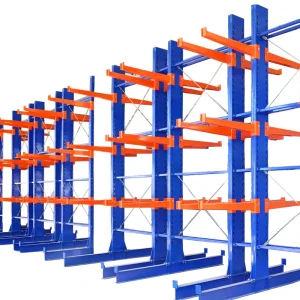
Solution: Heavy-Duty Cantilever Racking & Stacking Containers.
Result: Provides support for long, bulky items like pipes, timber, and steel coils without intermediate structural obstructions.
The logistics industry is transitioning toward greater sustainability and automated operations. Modern warehousing systems are evolving from simple storage structures into integrated networks designed for automated guided vehicles (AGVs) and autonomous mobile robots (AMRs). Jinhui's engineering roadmap focuses on three main developments:
Our latest designs feature tighter tolerances to support automated crane shuttles and high-speed vertical lifts. Automated operations require flat floor profiles and minimal deflection under load. We use CNC laser cutting and automated punch lines to ensure our structural steel components assemble precisely, reducing friction for automated shuttles.
We are shifting toward zero-emission electrostatic powder spraying lines. These processes eliminate volatile organic compounds (VOCs) and yield a durable finish that resists scratching, moisture, and chemical exposure, extending the service life of our racking systems.
Our engineering team is incorporating digital twin modeling. By simulating load distribution and dynamic stress profiles during the CAD phase, we can optimize steel usage, reducing raw material consumption while maintaining structural integrity.