Explore our high-performance structural systems designed to optimize storage density, vertical space utilization, and warehouse picking efficiency.






Leveraging continuous engineering innovation, advanced heavy machinery, and robust global quality control systems.
Established in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. has developed into a premier global designer, manufacturer, and exporter of high-grade industrial racking and integrated warehouse structural solutions. With over 14 years of design and manufacturing experience, and 8 years of international trade history, our operation delivers robust, scalable, and safe physical storage hardware solutions to e-commerce hubs, logic corridors, industrial plants, and supply chain operators worldwide.
Our main industrial base spans over 18,600 square meters and houses some of the sector's most advanced robotic cold-forming, steel cutting, and automated powder coating production infrastructures. Backed by a vast strategic network of over 980 supply chain partners, we secure high-grade raw structural steel (such as Q235B and Q355B structural grades) at competitive volume costs, providing an direct, cost-efficient procurement channel for engineering contractors, warehouse solution distributors, and multi-national logistics enterprises.
In the past year alone, our in-house engineering team, comprised of 68 R&D structural engineers, successfully conceptualized, manufactured, and shipped 126 new structural storage systems and components, solving real-world density and warehouse throughput issues for clients across Europe, North America, Southeast Asia, Australia, South America, and the Middle East.
A comprehensive visual overview of our advanced raw material selection, high-precision machining, and strict structural verification workflows.




































Understanding the combination of upstream raw material access, automation scales, and engineering standardization.
We source certified structural steel alloys, primarily Q235B and Q355B. This provides our products with high tensile strength, load reliability, and structural yield performance, conforming to SEMA, FEM 10.2.02, and RMI load ratings.
By using automated robotic welding stations and smart rolling lines, we maintain precise spacing tolerances down to ±0.5mm. This consistency reduces alignment issues and ensures stability across high-rise racking grids.
Our proximity to primary steel mills and long-term partnerships with over 980 supply chain vendors allow us to stabilize material costs, minimize manufacturing lead times, and optimize value for large-scale international orders.
A technical guide to selecting the right physical racking architecture based on SKU density, retrieval speeds, and footprint constraints.
Selective pallet racking is widely used in modern warehousing due to its simplicity, versatility, and cost-effectiveness. It provides 100% immediate selectivity to every single pallet position, making it well-suited for operations with high SKU diversity and constant inventory rotation. Its simple design integrates easily with various forklift types, including counterbalanced, reach trucks, and VNA equipment, reducing specialized material handling equipment (MHE) capital costs.
However, selective systems require significant floor space for access aisles. A standard selective layout typically dedicates only 35% to 40% of the total floor area to physical storage. The rest is consumed by access lanes. For logistics centers with higher SKU volumes and rising real estate costs, combining selective racking with dense dynamic storage models (such as push-back or pallet flow) helps balance cost, storage density, and selectivity.
VNA systems increase storage capacity by narrowing access aisles—often down to between 1.5 and 1.8 meters—and extending rack heights up to 15 meters or more. By utilizing the vertical volume of the facility, VNA layouts can improve floor utilization by up to 50% compared to standard selective setups, while maintaining 100% pallet accessibility.
VNA installations require high-precision engineering. Vertical upright deflection, floor flatness (often specified to DIN 18202 standards), and anchoring tolerances must be strictly managed to prevent mast oscillation or structural interference from specialized turret trucks. Our manufacturing processes utilize laser-guided punching and automated welding to maintain frame alignment, which helps support safe, continuous operations at high elevation.
AS/RS is the standard for high-density, automated warehousing. These systems replace traditional manual forklifts with computer-controlled stacker cranes, shuttle cars, and automated conveyors that handle pallets with high speed and precision. AS/RS configurations maximize vertical storage (often exceeding 30 meters) and eliminate the need for wide manual driving aisles, doubling or tripling volumetric storage density.
Because AS/RS equipment operates at high speeds and tight tolerances, the racking structure must meet strict dimensional and structural standards. Frame misalignment, weld imperfections, or deflection under load can disrupt automated sensors, leading to system downtime. Jinhui's manufacturing uses continuous automated production lines and coordinates with robotic weld testing to ensure that our AS/RS racking components maintain structural stability and dimensional accuracy under continuous load.
How specialized racking engineering addresses unique logistical challenges across major industry sectors.
Challenge: High SKU variety, fast turnaround, and intensive picking demand.
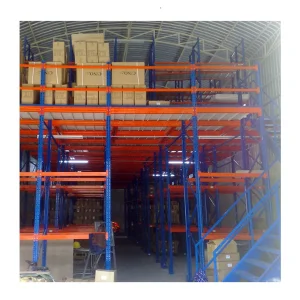
Solution: We combine multi-tier mezzanine floors with integrated carton-flow racking. Multi-tier platforms convert vertical space into active picking areas, multiplying usable floor space. Carton-flow shelving uses gravity-fed roller beds to slide goods forward, ensuring pickers have continuous access to inventory and reducing foot travel times.
Challenge: High energy costs and strict FIFO trace requirements in temperature-controlled spaces.
Solution: High-density Drive-In and Gravity Pallet Flow configurations maximize cold room space. Our steel frames receive specialized powder coatings and hot-dip galvanizing, protecting the structural steel from rust and embrittlement down to -30°C.
Challenge: Handling corrosive compounds, heavy structural loads, and strict safety regulations.
Solution: Heavy-duty selective systems with galvanized drip-trays, mesh backstops, and custom seismic bracing. We run extensive welding strength and load capacity tests to ensure compliance with strict environmental safety regulations.
Direct answers to common technical, design, and logistics questions raised by international procurement managers.
Explore our specialized range of high-density pallet flow systems, drive-in systems, VNA racks, and automatic conveyors.