Explore our premium selection of heavy-duty racking, mezzanine platforms, and adjustable modular shelving units optimized for high-density logistics.
A comprehensive exploration of mechanical tolerances, metallurgical selection, and structural dynamics in modern storage engineering.
Modern boltless storage systems rely on structural interference joints—specifically rivet and keyhole locking profiles. Eliminating nuts and bolts reduces physical assembly time by up to 65% and mitigates safety risks associated with vibration-induced fastener loosening. Our interlocking designs leverage gravitational load to pull structural beams tighter into column uprights, establishing self-reinforcing friction anchors that stabilize the assembly under maximum rated loads.
Our structures utilize certified cold-rolled high-tensile structural steel (primarily Q235B and Q345B grades). Raw steel coils undergo meticulous chemical analysis and mechanical tensile testing to ensure yield strength aligns with international engineering specifications. This optimizes load-to-weight ratios, ensuring minimal structural deflection while offering high resistance to dynamic seismic events.
Industrial storage units operate in diverse environments, from climate-controlled micro-fulfillment centers to highly humid ports and deep-freeze logistics bays. We use an automated multi-stage electrostatic powder coating line. The process involves comprehensive chemical pickling, phosphating rust-conversion, and application of premium thermosetting polymers. The resulting coating thickness is strictly monitored to prevent atmospheric degradation and chemical corrosion.
| Racking Type | Primary Metallurgy | Recommended Application | Seismic Safety Class | Max UDL Load Capacity |
|---|---|---|---|---|
| Heavy-Duty Selective Pallet Racking | Structural Q235B / Q345B Steel | High-Bay Palletized Logistics | Class IV (High Performance) | 1,000 - 4,000 kg / Level |
| Mezzanine Racking Platforms | Hot-Rolled I-Beams & C-Channels | Multi-Level Space Expansion | Class III (Standard Seismic) | 300 - 1,000 kg / sqm |
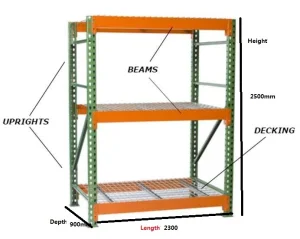
| Modular Boltless Longspan Shelving | Cold-Formed High Tensile Steel | Manual Picking & Parts Warehousing | Class II (Standard Office/Industrial) | 150 - 800 kg / Level |
| Very Narrow Aisle (VNA) Systems | Precision Straightness Q345B Steel | High-Density Autonomous Storage | Class V (Maximum Reliability) | Up to 1,500 kg / Level |
Integrating advanced automation and strict quality inspections to build high-capacity, dependable industrial racking systems.
Founded in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. has established itself as a leading manufacturer of warehouse storage solutions and industrial racking systems in China. Our facility covers over 18,600 square meters and is equipped with automatic production lines, precision laser cutting machinery, CNC punching tools, robotic welding arrays, and high-performance powder coating systems. Backed by 14 years of industry experience and 8 years of global export expertise, we deliver custom-engineered storage systems tailored to logistics providers, manufacturers, and retail distribution centers worldwide.
Our commitment to reliable engineering is supported by an international network of over 980 supply chain partners, ensuring consistent sourcing of certified raw materials. Every production run undergoes rigorous checking by our dedicated quality control team, consisting of 46 experienced inspectors. From initial raw materials verification to final load capacity tests, we ensure our systems meet global structural and safety standards.
















Understanding the strategic advantages of concentrated industrial clusters and efficient international logistics networks.
Our location in Dongguan places us within a leading industrial manufacturing cluster. We source raw steel, custom molds, processing chemicals, and high-performance powder coatings from trusted regional suppliers. This geographic advantage helps us maintain a stable production schedule and reduce raw material lead times, even during shifts in the global supply chain.
Heavy steel structures require careful cargo distribution and packing. Our logistics team handles flat-pack container optimization to maximize ocean freight capacity and reduce transport costs. We provide customs documentation, export clearances, and logistics tracing to ensure timely delivery to logistics hubs worldwide.
Led by our team of 68 R&D engineers, we develop custom solutions based on warehouse layout drawings, specific load requirements, and regional safety codes. In the past year, we have introduced 126 new and updated products, adapting our storage configurations to match modern fulfillment and supply chain setups.
How we align raw materials and load capacities with regulatory systems globally.
In high-capacity warehousing, compliance is essential for operational safety and risk management. We structure our design and production workflows to meet major international standards, including European Standard EN 15512, Australian Standard AS4084, and American RMI codes. Every storage system undergoes Finite Element Analysis (FEA) to simulate load stress, checking beam deflection limits and upright buckling resistances under simulated seismic forces.
Our quality control facility operates under an ISO 9001:2015 certified quality management system. Prior to dispatch, each product batch is tested to confirm precise material thickness, welding strength, and powder coating durability. This process ensures that structural capacity ratings are verified, providing distributors and end-users with clear engineering data for their warehouse installations.
Aligning traditional racking designs with automated systems and dynamic supply chains.
Modern distribution centers are transitioning from static storage to dynamic, automated operations. Standard pallet racks are increasingly integrated with Automated Storage and Retrieval Systems (ASRS), shuttle systems, and Autonomous Mobile Robots (AMRs). These setups require tighter dimensional tolerances, as automated systems rely on precise clearances to operate smoothly.
Our engineering team designs racking systems that integrate directly with automated shuttles. We use precise punching and robotic welding to maintain the consistent straightness and alignment needed for sensor-guided equipment. By planning for future integration, we help companies build adaptable structures that support both manual pick-and-pack tasks and automated logistics operations.
Customized layouts tailored to specific logistics, distribution, and manufacturing requirements.
High SKU velocity requires picking paths optimized for speed. Our longspan and light-duty boltless shelving systems feature clear entries and adjustable shelf levels. This design allows operators to quickly adapt layouts to handle changing package dimensions and seasonal inventory shifts.
Raw materials, casting molds, and engine parts require heavy-duty storage with high point-load capacities. We provide Selective Pallet Racks and Cantilever systems designed to organize long or heavy products, keeping factory floors clear and allowing forklifts to operate safely.
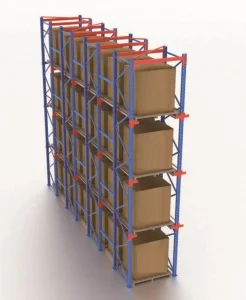
Cold storage facilities operate with high energy costs, requiring efficient space utilization. Our VNA (Very Narrow Aisle) and Drive-In racking configurations help maximize storage density in temperature-controlled spaces, reducing the overall footprint per pallet slot.
Addressing key structural, logistics, and customization inquiries from procurement managers and design engineers.
High-density automated systems, customized structures, and heavy-duty steel platforms for modern warehousing.