High-performance warehouse inventory racks engineered for optimal spatial utilization, safety, and operational longevity.







Established in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. has established itself as an engineering-driven authority in the warehouse design, structural steel fabrication, and supply chain logistics domain. Operating from our advanced manufacturing facility covering over 18,600 square meters, we synthesize state-of-the-art metalworking technologies with structural structural calculations to solve complex storage puzzles for global operations.
Our operation is underpinned by direct global exports reaching USD 16 million annually, serving blue-chip enterprises, multi-tier logistics centers, and large-scale industrial distribution networks across more than 50 countries. We offer raw material traceability, structural engineering safety margins, and rigorous adherence to international manufacturing tolerances.
With 14 years of design and manufacturing experience and 8 years of international logistics compliance history, Jinhui structural solutions are built for high safety factors, optimizing operational footprint, and ensuring the absolute protection of human and material assets.
Key paradigms reshaping heavy-duty storage design, spatial efficiency, and safety protocols globally.
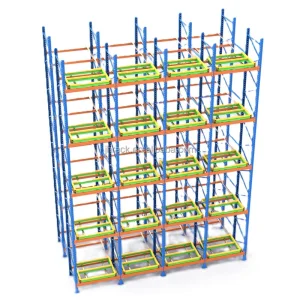
Urban real estate scarcity has forced enterprises to transition from wide horizontal storage to vertical density. Single-deep configurations are being replaced by automated double-deep racks, push-back mechanisms, and multi-tier mezzanine floors. System configurations must tolerate extreme dynamic loads without structural deflection.
Warehouse automation is accelerating. Automated Storage and Retrieval Systems (AS/RS) require structural profiles with zero-defect alignments. Rack structures serve as the mechanical path for automated shuttles, demanding millimeter-level accuracy during manufacturing and assembly.
With stricter regulatory oversight from bodies such as the Rack Manufacturers Institute (RMI) and European FEM standards, structural engineering compliance is paramount. Heavy industries mandate verified load capacity reports, impact protection accessories, and seismic design verification.
Navigating the purchasing demands of multinational manufacturers, retailers, and logistics contractors.
Procurement directors prioritize lifecycle value over initial purchase cost. High-grade Q235B steel ensures low metal fatigue over decades of load cycles. Raw material traceability, supported by mill test certificates, protects buyers against structural failures and unexpected downtime.
Industrial warehouses are rarely uniform. Standard rack profiles frequently fail to maximize space. Enterprise-level logistics systems require exact modifications in beam length, upright depth, loading capacity per bay, and baseplate dimensions to optimize space utilization.
Heavy storage equipment must conform to site-specific seismic coefficients. Engineering designs must account for peak ground acceleration and dynamic horizontal forces. Multi-tier platforms must incorporate cross-bracing and robust anchoring to handle seismic actions safely.
Timely shipping and installation prevent project delays. Suppliers must feature reliable raw material sourcing networks, rapid customs processing expertise, and standard packaging methods to prevent transit damage.
Adapting advanced storage rack configurations to meet distinct sectoral requirements.
Focuses on high-turnover selectivity. We supply selective pallet racking and drive-in pallet configurations that interface with diverse SKU profiles, enabling rapid forklifting and optimal bay management.
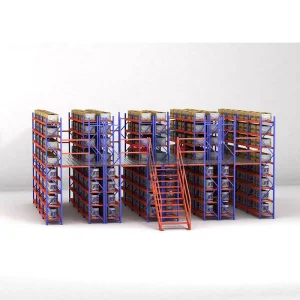
Requires high pick rates and high multi-tier attic mezzanine flooring. These systems double or triple floor space, integrating gravity flow racks and order picking systems for high-throughput fulfillment.
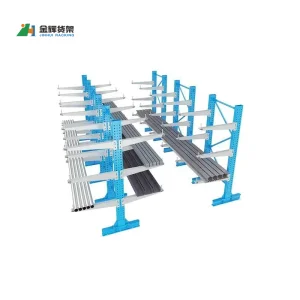
Demands robust storage for heavy materials like engine parts and tooling. Heavy-duty cantilever racks and custom steel platforms are engineered to support tons of dynamic concentrated load.
A deep dive into Jinhui’s high-precision equipment, manufacturing process steps, and QA protocols.
Jinhui’s 18,600+ sq. m. factory operates automated roll-forming machines, robotic laser-cutting tools, and advanced electrostatic powder-coating lines. To ensure structural integrity, our QA/QC team of 46 inspectors monitors production from raw steel check to post-coating thickness testing.




































Strategic R&D directions shaping the next generation of logistics infrastructure.
We are transitioning our painting lines to ultra-low VOC, heavy metal-free powder formulations that resist corrosion under high humidity while meeting strict international environmental directives. Our new coatings are optimized to reduce friction in gravity-flow dynamic racks.
By shifting to structural steel alloys with superior tensile strength, our engineering team design profiles that reduce overall racking weight by up to 15% while maintaining rated load capacity. This approach minimizes transport emissions and decreases installation costs.
Future iterations of Jinhui heavy-duty racks will integrate IoT load cells and stress-strain sensors. These sensors detect real-time deflection and weight shifts, warning warehouse operators before critical limits are breached, preventing warehouse collapse accidents.
As AS/RS automation speeds increase, tolerances must shrink. We are refining our robotic welding assemblies to construct uprights and beams with deflection metrics below 1/1000th of span length, ensuring compatibility with autonomous warehouse machinery.
Ensuring cross-border compliance, structural validation, and field installation services.
Every component is engineered to comply with ISO 9001 and CE certifications. Calculations match European FEM 10.2.02 racking standards and North American RMI design standards to guarantee compliance with regional safety inspections.
For installations in earthquake-prone regions, we perform structural analysis to verify seismic resistance. Designs incorporate customized baseplates, heavy duty anchors, and bracing to survive dynamic ground motion.
We provide full engineering documentation, CAD drawings, and layout simulation files to local contractors. Our global network handles complex customs regulations, guaranteeing safe, prompt port delivery.
Expert technical insights to assist procurement managers and warehouse engineers during system specification.
We manufacture our racks using high-tensile Q235B steel, equivalent to ASTM A36. Every batch undergoes testing for yield strength, tensile limits, and chemical composition. Mill certificates are archived for tracking and provided to clients upon request.
Yes. Our team of 68 R&D engineers utilizes finite element analysis (FEA) software to model local seismic forces. We customize structural beam thicknesses, upright designs, bracing angles, and baseplate sizes to comply with local seismic codes.
All profiles undergo automatic shot blasting to remove rust and mill scale, achieving a surface standard of Sa 2.5. We then apply an electrostatic powder coating cured at high temperature. The resulting layer is over 60 microns thick, providing chemical, scratch, and corrosion resistance.
We use CNC punching lines and robotic welding stations to ensure precision across all components. Our 46 inspectors test critical dimensional tolerances, upright alignment, and dynamic beam deflection metrics to guarantee smooth integration with autonomous robotic systems.
Maximize layout potential, optimize supply workflows, and establish robust warehouse safety protocols.