Engineered for structural stability, modular spatial scaling, and heavy industrial loads







The global warehousing and logistics industry is undergoing a structural transition. Driven by skyrocketing real estate costs, shifting e-commerce fulfilment patterns, and the rise of automated material handling systems, industrial organizations are looking beyond basic space utilisation. Modern infrastructure must maximize volume metrics, secure dynamic loading tolerances, and deliver absolute structural reliability. Medium duty and heavy duty storage racks have transformed from simple metal frames into precision-engineered assets designed to handle complex stresses, high cycles of inventory rotation, and challenging operational environments.
In selective pallet and medium duty longspan shelf planning, steel grade specification is the core determinant of performance. Manufacturers like Dongguan Jinhui Storage Equipment Co., Ltd. utilize high-performance Q235B cold rolled steel to satisfy demanding stress requirements. The physical chemistry of cold rolled Q235B provides an optimal yield strength threshold (around 235 MPa) combined with elongation capacity, allowing beams and uprights to deflect safely under rated loads rather than experiencing sudden structural fatigue. In seismic risk zones, structural engineering protocols call for finite element analysis (FEA) to simulate load distributions under peak ground acceleration. Adhering to standards like Europe’s FEM 10.2.02 and North America’s RMI (Rack Manufacturers Institute) specifications prevents catastrophic warehouse collapses and protects inventory investments, and most importantly, operator lives.
When engineering a modern industrial facility, the mechanical design criteria should explicitly consider floor slab capacity, floor flatness (FF/FL ratings for VNA operations), and structural rack seismic zoning. Medium duty shelving systems must maintain structural equilibrium under uneven loading profiles, requiring heavy-duty horizontal and diagonal bracing configurations. Surface treatments must resist ambient moisture, abrasion from forklifts, and corrosive chemical exposures.
Furthermore, local safety regulations mandate continuous rack inspections. Structural damage typically occurs on lower upright columns due to accidental impact from reach trucks. By introducing structural column guards and heavy guide rails, facilities reduce long-term maintenance costs and secure safe operation. In the next section, we look into how Dongguan Jinhui Storage Equipment Co., Ltd. addresses these engineering requirements through advanced manufacturing, quality control, and strict supply chain execution.
Established in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. stands as a premier professional manufacturer specializing in warehouse storage solutions and industrial racking systems in China. For over 14 years, our engineering and management personnel have worked to deliver high-quality storage equipment for warehouses, factories, distribution hubs, supermarket logistics centers, and e-commerce facilities worldwide.
Our state-of-the-art manufacturing plant in Dongguan occupies a massive footprint exceeding 18,600 square meters. Equipped with advanced automated roll-forming production lines, precision laser cutting stations, high-capacity CNC punching equipment, robotic welding arrays, and high-efficiency electrostatic powder coating systems, the facility guarantees dimensional accuracy and component consistency. Our annual export footprint reaches approximately USD 16 million, delivering robust solutions to over 50 countries and regions including Europe, North America, Southeast Asia, Australia, South America, and the Middle East.
Tracing the raw steel from material acquisition to finished powder-coated components































Ensuring compliance with ISO 9001 and international safety tolerances
Our quality management workflow governs everything from raw material verification to post-production loading compliance tests. An internal team of 46 experienced quality inspectors oversees raw material inspection, structural welding strength, dimensional validation, coating thickness, and weight-carrying capacities. Operating under ISO 9001 manufacturing regulations, every batch of steel is tracked with its mill certificate, ensuring traceability and consistency.





Supporting logistics facilities and industrial applications globally
To meet the speed requirements of modern e-commerce, systems like narrow aisle (VNA) and multi-tier mezzanine racks optimize picking paths and storage density. Dongguan Jinhui customises configurations to integrate with automated conveyor lines and sorting systems.
Raw materials, structural piping, and machinery components require high load-bearing racks. High-strength Q235B steel cantilever systems accommodate long structural profiles safely and prevent structural deflection.
Cold storage environments require corrosion protection and low-temperature durability. Our special powder coating formulations prevent paint peeling and rust under high-humidity conditions.
As logistics operations adopt automated solutions, Dongguan Jinhui continues to innovate in smart racking infrastructure. Our R&D division, backed by 68 design engineers, focuses on structural designs that integrate seamlessly with advanced automation equipment. Last year, our team developed and deployed 126 new designs and upgrades, targeting pallet-shuttle structures and robotic storage interfaces.
The roadmap centers on automated storage and retrieval systems (AS/RS). Our high-density, multi-tier automated four-way shuttle racks minimize human touchpoints, speed up pick cycles, and reduce the warehouse footprint. Our structures feature precise deflection tolerances that prevent automated guided vehicles (AGVs) and robotic shuttles from stalling. By optimizing vertical alignment tolerances to within millimeters, we support seamless, continuous operation in next-generation automated distribution hubs.
We primary utilize high-strength Q235B cold rolled steel for roll-formed components. For extreme loading situations or specific engineering codes, we also source Q345B steel. Both materials undergo comprehensive mechanical testing before entering our production lines.
Our storage systems are engineered with a minimum safety factor of 1.5, conforming to FEM and RMI design standards. Load capacity calculations explicitly account for both static load distributions and dynamic forklift impact factors.
Components undergo chemical pre-treatment and descaling, followed by an electrostatic powder coating application (thickness of 60 to 80 microns). This provides impact resistance, durability, and resistance to environmental moisture.
Yes, our engineering team collaborates with logistics system integrators to ensure physical layouts, rack positioning markers, and automated shuttle interfaces match your Warehouse Management System (WMS) control loops.
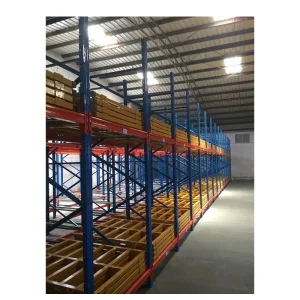
High-capacity configurations designed for high-density logistics applications







