In modern supply chain management, storage efficiency translates directly to operational profitability. Industrial facilities, logistics distribution hubs, and automated fulfillment centers require structurally certified, space-optimized shelving solutions to meet the demands of rapid global trade.
Dongguan Jinhui Storage Equipment Co., Ltd. is a professional manufacturer specializing in warehouse storage solutions and industrial racking systems in China. Since its establishment in 2017, the company has been dedicated to providing high-quality storage equipment for warehouses, factories, logistics centers, supermarkets, and distribution facilities worldwide.
Our state-of-the-art manufacturing facility covers over 18,600 square meters, equipped with advanced automatic production lines, precision laser cutting machines, CNC punching equipment, robotic welding systems, and powder coating lines. With strict production management and continuous innovation, we provide reliable and cost-effective storage solutions for customers across different industries.
E-E-A-T Benchmark: With an annual export revenue of approximately USD 16 million, our products are exported to more than 50 countries and regions. We have accumulated 8 years of export experience and 14 years of industry experience, serving customers with professional technical support and efficient international trade services.
Every industry faces specific operational challenges. From temperature-controlled environments in cold storage logistics to high-throughput demands in e-commerce fulfillment, storage rack design must adapt to specific structural loads, safety benchmarks, and speed parameters.
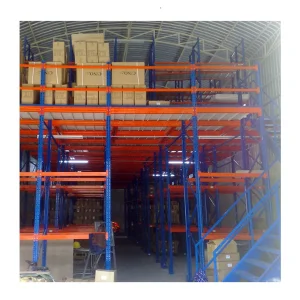
In 3PL networks, SKU diversity changes dynamically. Selective pallet racking systems and modular multi-tier mezzanines maximize vertical storage while providing 100% selectivity. Our systems integrate with Warehouse Management Systems (WMS) to streamline SKU rotation and picking cycles.
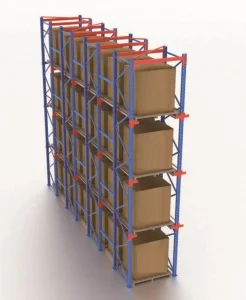
Cold storage operation costs are significantly high. High-density storage is critical. Systems like Drive-In and Push-Back Pallet Racking reduce the spatial footprint requiring refrigeration, minimizing energy consumption while resisting temperatures down to -30°C using specialized structural steel.
Heavy dyes, machinery components, and steel coils require structurally certified storage. Our heavy-duty racking systems, custom cantilever platforms, and teardrop wire mesh deck structures guarantee safe containment, minimizing physical risks for warehouse personnel.
High throughput rates require gravity flow systems and Radio Shuttle smart racking. Implementing FIFO (First-In, First-Out) protocols preserves product freshness and ensures smooth inventory turnover, supporting logistics managers in keeping lead times to a minimum.
Jinhui offers a comprehensive range of products including selective pallet racks, heavy-duty warehouse racking, longspan shelving, mezzanine floor systems, drive-in racks, cantilever racks, mobile shelving, steel platforms, wire mesh containers, and customized storage solutions. Every product is designed to maximize warehouse efficiency, improve space utilization, and enhance operational safety.
Industrial efficiency starts at the raw material phase. Through raw material management, automated execution, and strict processing stages, Jinhui ensures structural precision and consistent production output. Our supply network, consisting of over 980 supply chain partners, keeps production schedules on track and stable.
































By utilizing these advanced systems, our manufacturing facility supports project execution from layout blueprint to completed installation. Our engineering team, comprised of 68 R&D engineers, utilizes high-grade structural steels such as Q235B and Q345B to ensure that all systems meet precise engineering standards.
Industrial storage is transitioning from traditional static racking to dynamic, automated, and intelligent systems. Jinhui stays at the forefront of this shift by developing systems that support digital warehouse integration.
AS/RS systems utilize high-bay pallet racking structures combined with stacker cranes and conveyor lines to automate inventory handling. Jinhui's structural frames are designed with tight tolerance controls (+/- 1.5mm deflection limits) to ensure automated guide vehicles and cranes move smoothly at high speeds.
Our R&D roadmap focuses on embedding IoT strain gauge sensors directly within horizontal load beams. This enables facility managers to monitor structural stress levels and weight distribution in real-time, preventing potential overloads and ensuring safe warehouse operations.
Development Focus: Last year, our engineering team launched 126 new products and upgraded storage solutions. This R&D investment helps us keep pace with automation advancements, ensuring compatibility with new AMR (Autonomous Mobile Robot) and AGV technologies.
Structural integrity is the core criteria of warehouse safety. The quality of raw steel, structural welds, and protective coatings directly determines a rack's actual performance under load. Our facility operates under a strict ISO 9001 certified quality management system.




Every production batch is monitored, and finished products undergo load capacity testing, dimensional inspection, coating thickness measurement, and welding strength inspection before shipment. Our quality control team includes 46 experienced inspectors, ensuring consistent product quality and customer satisfaction.
Procuring heavy industrial systems globally requires more than just manufacturing capability. It demands strict alignment with regional safety standards, reliable logistics management, and clear technical support. Jinhui supplies solutions tailored for buyers, developers, and logistics planners in Europe, the Americas, Asia-Pacific, and the Middle East.
We engineer our products to conform to international design standards, including the Rack Manufacturers Institute (RMI) standards for North America and FEM 10.2.02 standards for European warehouses. This includes verifying local seismic parameters to ensure proper seismic protection.
Utilizing AutoCAD and SolidWorks, our R&D team provides optimized spatial planning, 3D structural simulations, and accurate load analysis. This helps clients visual their configurations before production begins.
Heavy steel structures are secured using protective packaging to prevent abrasion and surface scratching during transport. This ensures items arrive intact and ready for installation.
We provide assembly instructions, detailed frame schematics, and video tutorials for local construction crews. For complex projects, our engineers offer remote alignment support to verify safety parameters.