Maximize volumetric storage capacity, eliminate human retrieval errors, and ensure seamless logistics flow with our core high-capacity 4-way systems.




Sri Lanka occupies a pivotal geo-strategic location along the primary East-West shipping lanes in the Indian Ocean. With the expansion of the Port of Colombo (JCT, SAGT, CICT, and the East Container Terminal) and the growth of Hambantota Port, Sri Lanka is rapidly transforming into the preeminent maritime and logistics transshipment hub of South Asia. This transformation has triggered an urgent need to modernize local warehousing infrastructure.
Historically, warehouses in industrial hubs like Gampaha, Katunayake, Colombo, and Kandy relied on conventional selective racking systems. However, skyrocketing land prices in urban centers, combined with high energy costs for temperature-controlled storage, have made traditional warehousing unsustainable. Under these conditions, the implementation of Intelligent 4-Way Shuttle Racking Systems has become a commercial necessity.
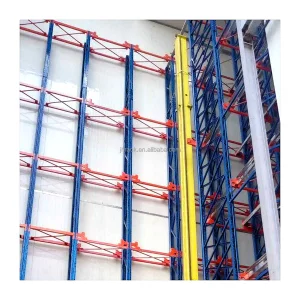
Unlike standard racking, 4-way radio shuttle systems allow vehicles to travel both longitudinally and transversely within the storage lanes. This design maximizes structural volume by eliminating operating aisles, thereby increasing storage density by up to 80% compared to traditional selective layouts. For Sri Lanka’s export-driven apparel manufacturers, tea exporters, and FMCG distributors, this technology offers a practical path to reducing operational overhead and accelerating inventory throughput.
Understand the mechanical and structural advantages that set 4-way intelligent shuttle systems apart from traditional and 2-way shuttle designs.
| Feature / Parameter | Conventional Selective Racking | 2-Way Radio Shuttle Racking | 4-Way Intelligent Shuttle AS/RS |
|---|---|---|---|
| Storage Density | Low (Aisles occupy >50% footprint) | High (Deep lane storage) | Ultra-High (Maximized vertical & horizontal space) |
| Access Flexiblity | FIFO or LIFO | Strictly FIFO or LIFO per lane | Fully dynamic FIFO/LIFO control via WMS/WCS |
| Operating Efficiency | Manual forklift movement (Slow) | Forklift + Shuttle (Medium-High) | Fully automated (High speed, 24/7 run times) |
| Labor Costs | High (Dedicated drivers required) | Medium (Forklift operations needed) | Minimal (Fully automated dispatch system) |
| Initial Capital Investment | Low | Moderate | Higher (Amortized rapidly through high-volume ROI) |
| Seismic & Structural Stability | Moderate | High | Exceptional (Custom designed with Q355B high-tensile steel) |
Equipped with dual-motor drives, the 4-way shuttle can transition between cross-aisles and storage lanes without manual forklift relocation, significantly reducing rack structure wear and tear.
By leveraging high-level structural engineering, warehouses can build upwards of 25 meters, bypassing horizontal land constraints in major Sri Lankan urban industrial zones.
The entire operation links directly with Warehouse Management Software, allowing real-time inventory tracking, automatic dispatch scheduling, and remote system diagnostics.
A premier Chinese manufacturing power offering engineered warehouse storage solutions globally.
Dongguan Jinhui Storage Equipment Co., Ltd. is a professional manufacturer specializing in warehouse storage solutions and industrial racking systems in China. Since its establishment in 2017, the company has been dedicated to providing high-quality storage equipment for warehouses, factories, logistics centers, supermarkets, and distribution facilities worldwide.
Our manufacturing facility covers over 18,600 square meters, equipped with advanced automatic production lines, precision laser cutting machines, CNC punching equipment, robotic welding systems, and powder coating lines. With strict production management and continuous innovation, we provide reliable and cost-effective storage solutions for customers across different industries.
Jinhui offers a comprehensive range of products including selective pallet racks, heavy-duty warehouse racking, longspan shelving, mezzanine floor systems, drive-in racks, cantilever racks, mobile shelving, steel platforms, wire mesh containers, and customized storage solutions. Every product is designed to maximize warehouse efficiency, improve space utilization, and enhance operational safety.
With an annual export revenue of approximately USD 16 million, our products are exported to more than 50 countries and regions. We have accumulated 8 years of export experience and 14 years of industry experience, serving customers with professional technical support and efficient international trade services.
Quality is the foundation of our business. Our factory operates under a strict quality management system with ISO 9001 certification. Every production process is monitored carefully, and finished products undergo load capacity testing, dimensional inspection, coating thickness measurement, and welding strength inspection before shipment. Our professional quality control team consists of 46 experienced inspectors, ensuring consistent product quality and customer satisfaction.
Supported by over 980 supply chain partners, we maintain stable material sourcing and efficient production schedules, allowing us to deliver projects on time while maintaining competitive pricing.
Our major customers include warehouse solution distributors, logistics companies, industrial manufacturers, retailers, wholesalers, engineering contractors, and e-commerce fulfillment centers across Europe, North America, Southeast Asia, Australia, South America, and the Middle East.
Jinhui has established a strong research and development team with 68 R&D engineers, providing OEM & ODM customized solutions based on warehouse layout, load requirements, and operational needs. Last year, our engineering team successfully launched 126 new products and upgraded storage solutions, demonstrating our continuous commitment to innovation.
A visual walk-through of Jinhui's manufacturing lines, raw material checking, precision metal fabrication, and quality inspection tools.




































From apparel hubs to marine cold storages, we engineer systems addressing the specific geographic and atmospheric conditions of South Asia.
Sri Lanka's apparel giants require dynamic material flows. Our 4-way systems seamlessly sort, store, and retrieve raw textiles and finished garments, integrating easily with pre-existing ERP platforms to keep global delivery schedules on track.
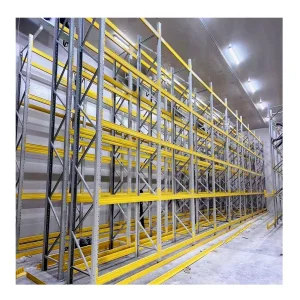
Based in coastal areas like Negombo and Jaffna, seafood exporters require sub-zero storage (-25°C). Automated 4-way shuttles minimize human labor in freezing environments, optimize space, and reduce thermal loss through high-density design.
High-turnover products like Ceylon tea and household retail items demand quick processing. High-density shuttle racking increases throughput rates, prevents inventory damage, and ensures strict compliance with First-Expiry, First-Out (FEFO) protocols.
When implementing automated systems in coastal areas like Colombo, structural integrity is paramount. Maritime humidity accelerates rust and corrosion in low-grade steel racking systems, posing safety risks.
1. Premium Structural Steel: We source high-grade Q235B and Q355B structural steel directly from state-owned enterprises in China. This ensures the racking system maintains its load capacity without structural deflection over time.
2. Corrosion-Resistant Powders: Our automated powder coating line uses high-performance epoxy-polyester powders. Racking parts undergo multi-stage chemical pretreatment, acid cleaning, and phosphating, providing rust resistance ideal for Sri Lanka's humid climate.
3. Advanced Structural Engineering: Our design process complies with FEM 10.2.02 and RMI standards. Our R&D team designs each structural configuration to withstand local seismic activity, floor loads, and structural requirements.
Explore Jinhui's complete selection of heavy-duty, light-duty, and specialized industrial racking systems.










Detailed professional guidance on importing, installing, and customizing automated racking solutions in Sri Lanka.
Yes. All Jinhui warehouse solutions are engineered to comply with European FEM 10.2.02 and US RMI (Rack Manufacturers Institute) standards. We conduct material testing, weld inspections, and high-load capacity testing before shipment to ensure durability.
To prevent rust in humid climates, we pre-treat our Q235B/Q355B steel using multi-stage chemical cleaning and acid pickling. We then apply a high-performance polyester powder coating and cure it at high temperatures to provide a durable, rust-resistant finish.
Most distribution hubs recover their initial capital investment within 24 to 36 months. This return is achieved through reduced space requirements, lower labor costs, minimized inventory damage, and reduced energy use in climate-controlled environments.
Yes, our engineering team provides complete support. We offer CAD/3D layouts during planning, send experienced installation technicians or provide detailed remote video instruction, and assist your team during WMS/WCS commissioning.
Get in touch with Jinhui's structural engineers to receive a free warehouse layout analysis, CAD drawing, and price estimate for your facility in Sri Lanka.
Send Inquiry Now