Engineered for cold storage efficiency, food-grade safety, and maximum pallet-density configurations in Spain's key industrial hubs.




Spain stands as one of Europe’s most strategic logistics hubs, linking Mediterranean trade routes with North Africa and the wider European continent. Major distribution corridors in Madrid (Corredor del Henares), Catalonia (Barcelona Free Zone), Valencia, and Zaragoza have experienced exponential growth in demand for high-capacity warehouse infrastructures. Driven by structural shifts in e-commerce, automated distribution, and regional agriculture exports, warehousing companies in Spain are seeking to optimize every square meter of floor space.
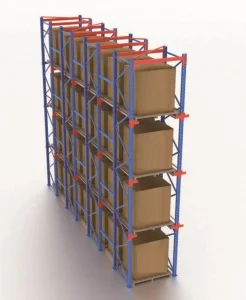
In particular, the Spanish Food and Beverage (F&B) sector, olive oil cooperatives in Andalusia, and citrus exporters in Valencia require specialized cold chain logistics. Maintaining uniform temperature distributions in walk-in cold rooms and freezers is highly energy-intensive. Standard selective racking wastes valuable cubic space with forklift aisles, translating to higher cooling utility bills. This is where Drive-In Racking Systems become indispensable, offering high-density LIFO (Last-In, First-Out) storage that minimizes open aisle space, preserves thermal energy, and reduces overall footprints by up to 75% compared to traditional racking layouts.
Furthermore, structural designs in Spain must satisfy stringent European structural design standards, specifically the UNE-EN 15512 and UNE-EN 16681 (seismic design criteria for steel static storage systems). Spanish industrial hubs are diverse: from the seismically active southern regions (such as Granada and Malaga) to the heavy rainfall areas of Galicia. Working with an experienced exporter who understands these localized geographical and regulatory dynamics is critical for long-term supply chain safety and operational stability.
From material quality to complex customs procedures, global supply chain executives rely on tested engineering to mitigate risk.
Drive-in racks are subject to complex structural forces as forklifts enter the racking structure. Jinhui combats this by utilizing high-grade Q355B and Q235 steel profiles, dynamic safety rails, and reinforced base plates, ensuring high tolerance under constant loading and unloading cycles.
Spanish cold stores operate at high humidity levels, accelerating surface oxidation. Our structural steel elements undergo specialized electrostatic powder coating or hot-dip galvanization processes to provide anti-corrosive properties, extending rack lifespans to over 15 years.
Overseas transport involves strict documentation compliance. Jinhui's dedicated logistics division has handled maritime shipping to key ports such as Valencia, Barcelona, and Algeciras for over 8 years, ensuring smooth customs clearance and localized shipping support.
Dongguan Jinhui Storage Equipment Co., Ltd. is a professional manufacturer specializing in warehouse storage solutions and industrial racking systems in China. Since its establishment in 2017, the company has been dedicated to providing high-quality storage equipment for warehouses, factories, logistics centers, supermarkets, and distribution facilities worldwide.
Our manufacturing facility covers over 18,600 square meters, equipped with advanced automatic production lines, precision laser cutting machines, CNC punching equipment, robotic welding systems, and powder coating lines. With strict production management and continuous innovation, we provide reliable and cost-effective storage solutions for customers across different industries.
Jinhui offers a comprehensive range of products including selective pallet racks, heavy-duty warehouse racking, longspan shelving, mezzanine floor systems, drive-in racks, cantilever racks, mobile shelving, steel platforms, wire mesh containers, and customized storage solutions. Every product is designed to maximize warehouse efficiency, improve space utilization, and enhance operational safety.
Quality is the foundation of our business. Our factory operates under a strict quality management system with ISO 9001 certification. Every production process is monitored carefully, and finished products undergo load capacity testing, dimensional inspection, coating thickness measurement, and welding strength inspection before shipment. Our professional quality control team consists of 46 experienced inspectors, ensuring consistent product quality and customer satisfaction.
Supported by over 980 supply chain partners, we maintain stable material sourcing and efficient production schedules, allowing us to deliver projects on time while maintaining competitive pricing.
Our major customers include warehouse solution distributors, logistics companies, industrial manufacturers, retailers, wholesalers, engineering contractors, and e-commerce fulfillment centers across Europe, North America, Southeast Asia, Australia, South America, and the Middle East.
Jinhui has established a strong research and development team with 68 R&D engineers, providing OEM & ODM customized solutions based on warehouse layout, load requirements, and operational needs. Last year, our engineering team successfully launched 126 new products and upgraded storage solutions, demonstrating our continuous commitment to innovation.
Take a look inside our high-tech Chinese manufacturing facility. From raw Q235/Q355B steel inspection to automated laser welding and powder spraying lines.




































From Seville's agriculture distribution hubs to Barcelona's high-tech e-commerce nodes, Jinhui drive-in racking is custom-built for specific industrial applications.
Our galvanized steel structural drive-in racks are engineered to withstand temperatures down to -30°C. By shrinking empty fork-truck lanes, Spanish cold warehouse operators reduce cold air dissipation, dropping utility expenditure by 20% to 35%.
Bottled beverages demand robust, stable, and vibration-minimized pallet systems. The massive storage density of Jinhui drive-in racks supports vertical stack loads exceeding 1000kg per pallet, safeguarding fragile premium goods through high-intensity seasonal storage cycles.
Harvest storage demands massive intake capacities over short time frames. Last-in, First-out (LIFO) configurations allow agricultural distributors to consolidate single-SKU produce pallets into deep lane arrays, organizing shipments by batch code seamlessly.
Explore our full catalog of heavy-duty, customizable racking designs, configured to maximize capacity, load weight, and forklift access safety.










Find answers to the most common questions regarding structural engineering compliance, delivery, and load customization.
Yes. All of Jinhui's structural designs comply with European design standard UNE-EN 15512 (for steel static storage systems) and the seismic guidelines of UNE-EN 16681. Before manufacturing, our R&D team of 68 engineers utilizes specialized structural simulation software to verify dynamic and static stability calculations based on the regional ground acceleration coefficients of your specific Spanish warehouse location.
Our average production time is 20 to 30 days depending on the volume and customization complexity. Marine transit from Shenzhen or Guangzhou ports to Spanish Mediterranean ports such as Valencia, Barcelona, or Algeciras usually takes 30 to 35 days. We provide comprehensive export documentation, certificates of origin, and custom declarations to ensure seamless customs clearance in Spain.
Yes. As an OEM & ODM specialist, our design department provides custom CAD and 3D layout renderings free of charge. We adjust upright profile dimensions, lane depth, pallet rail thickness, and clearance heights to accommodate your specific forklift dimensions and pallet specifications (e.g., standard EUR-pallets 800mm x 1200mm or industrial pallets 1000mm x 1200mm).
For high-humidity or sub-zero refrigeration configurations, we strongly recommend either our hot-dip galvanized coating (zinc coating thickness over 60-80 microns) or our specialized weather-resistant outdoor-grade thermosetting powder coatings. These treatments provide outstanding corrosion resistance against condensate cycles, extending the operating lifetime of structural frames.
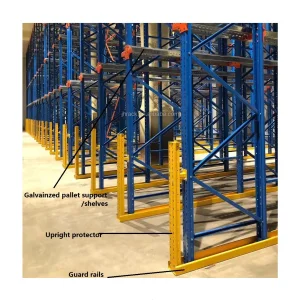
Safety is critical in drive-in racking. Our systems come equipped with heavy-duty structural steel floor guide rails to keep forklifts centered, high-visibility tapered entry guides, vertical back bracing to absorb structural shear, and heavy-duty frame column guards (upright protectors) finished in high-visibility safety yellow to minimize forklift impact damage.
Connect directly with our senior structural design team. Receive a personalized layout design, seismic simulation, and a competitive manufacturing quote within 24 business hours.
Send Inquiry Now