Maximize vertical storage space by over 85% with our engineering-grade motorized mobile pallet rack solutions tailored for the Mumbai Metropolitan Region (MMR).


Why Motorized Mobile Racking is the new operational benchmark in Bhiwandi, Panvel, Taloja, and the JNPT Hinterlands.
Mumbai's logistics clusters are facing unprecedented pressure. With warehouse leasing rates in prime industrial micro-markets like Bhiwandi, Thane, Taloja, and near the Jawaharlal Nehru Port Trust (JNPT) soaring annually, logistics managers are forced to look upward. Traditionally, selective pallet racking leaves over 50% of the warehouse footprint empty in the form of aisles. In high-cost real estate regions, this inefficiency directly compromises bottom-line margins.
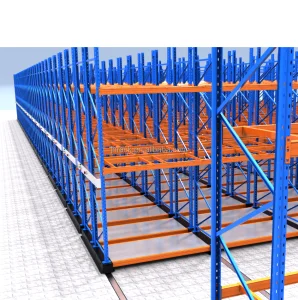
By implementing a Motorized Mobile Racking System, warehouses eliminate individual permanent aisles. Racks travel on ground-embedded steel tracks, opening a single access aisle on demand through an automated PLC system. This configuration doubles the storage capacity of the warehouse while maintaining 100% individual selectivity of pallets.
Mumbai represents India’s primary gateway for pharmaceutical distribution, seafood export processing, and rapid e-commerce fulfillment. Cold Room Storage facilities in Navi Mumbai and Kalamboli face extremely high energy overheads. Cool air must be circulated constantly around empty aisles in traditional layouts.
Compressing the storage footprint with motorized systems reduces the volumetric space that needs refrigeration by up to 45%. This generates substantial energy-saving returns. Dongguan Jinhui’s specialized corrosion-resistant coating technologies are designed to withstand low-temperature operations down to -30°C without mechanical failure.
Dongguan Jinhui Storage Equipment Co., Ltd. — Your Global Warehouse Automation Manufacturing Partner.
Dongguan Jinhui Storage Equipment Co., Ltd. is a professional manufacturer specializing in warehouse storage solutions and industrial racking systems in China. Since its establishment in 2017, the company has been dedicated to providing high-quality storage equipment for warehouses, factories, logistics centers, supermarkets, and distribution facilities worldwide.
Our manufacturing facility covers over 18,600 square meters, equipped with advanced automatic production lines, precision laser cutting machines, CNC punching equipment, robotic welding systems, and powder coating lines. With strict production management and continuous innovation, we provide reliable and cost-effective storage solutions for customers across different industries.
Jinhui offers a comprehensive range of products including selective pallet racks, heavy-duty warehouse racking, longspan shelving, mezzanine floor systems, drive-in racks, cantilever racks, mobile shelving, steel platforms, wire mesh containers, and customized storage solutions. Every product is designed to maximize warehouse efficiency, improve space utilization, and enhance operational safety.
With an annual export revenue of approximately USD 16 million, our products are exported to more than 50 countries and regions. We have accumulated 8 years of export experience and 14 years of industry experience, serving customers with professional technical support and efficient international trade services.
Quality is the foundation of our business. Our factory operates under a strict quality management system with ISO 9001 certification. Every production process is monitored carefully, and finished products undergo load capacity testing, dimensional inspection, coating thickness measurement, and welding strength inspection before shipment. Our professional quality control team consists of 46 experienced inspectors, ensuring consistent product quality and customer satisfaction.
Supported by over 980 supply chain partners, we maintain stable material sourcing and efficient production schedules, allowing us to deliver projects on time while maintaining competitive pricing.
Our major customers include warehouse solution distributors, logistics companies, industrial manufacturers, retailers, wholesalers, engineering contractors, and e-commerce fulfillment centers across Europe, North America, Southeast Asia, Australia, South America, and the Middle East.
Jinhui has established a strong research and development team with 68 R&D engineers, providing OEM & ODM customized solutions based on warehouse layout, load requirements, and operational needs. Last year, our engineering team successfully launched 126 new products and upgraded storage solutions, demonstrating our continuous commitment to innovation.
Driven by the philosophy of quality, innovation, and customer satisfaction, Dongguan Jinhui Storage Equipment Co., Ltd. strives to become a trusted global partner for warehouse storage systems, delivering durable products, professional service, and long-term value to customers around the world.
Under the hood of Dongguan Jinhui’s industry-leading motorized mobile system technology.
Our systems utilize Siemens and Schneider PLC controls integrated with centralized Human-Machine Interfaces (HMI). Operators can easily initiate rack separation, single-aisle access, or "fire mode" distance layouts for automatic sprinkler protection.
Safety is non-negotiable. Racks feature photoelectric barrier sensors, emergency physical pull cords, and floor-level safety sweeps. If any obstruction is detected while the system is moving, operations instantly freeze to protect workers and equipment.
Heavy-duty structural rails are anchored directly into structural floor slabs. Track geometry is calculated to prevent carriage misalignment. Hardened steel wheels with high-load double-flanged bearings ensure ultra-quiet, frictionless motion.
Every step of our production workflow is verified to meet strict ISO 9001 and international FEM racking standards.




































Structural engineering calculations designed to meet Indian and European building codes.
Mumbai and its surrounding industrial belts (Thane, Raigad, Navi Mumbai) fall under Seismic Zone III of India's seismic map. This dictates that warehouse racking designs must absorb horizontal and vertical seismic dynamic actions.
Our engineers perform rigorous Finite Element Method (FEM) analysis using advanced structural engineering software. We design our rack uprights, base plates, and guide rails to conform to the Bureau of Indian Standards (BIS) IS 1893 (Part 1 & 2): Criteria for Earthquake Resistant Design of Structures. High tensile steel (minimum grade SS400 or Q355B) guarantees structural performance under heavy load configurations.
Navigating import procedures at the Jawaharlal Nehru Port Trust (JNPT) / Nhava Sheva Port requires specialized documentation. Our logistics team handles all aspects of export documentation, including Certificate of Origin, packing lists, and structural test reports.
Upon port arrival, we coordinate delivery directly to your facility. We offer comprehensive installation drawings, assembly manuals, and online supervision. If requested, we can connect you with qualified local engineering teams to execute track grouting, rail alignment, and mechanical rack assembly on-site.
Browse our complete product catalog, featuring heavy-duty racking, mezzanine systems, and high-density shuttles.











Get authoritative answers to technical, commercial, and engineering questions about warehouse automation.
Partner with Dongguan Jinhui to implement reliable, high-density storage solutions. Let our R&D engineers design a customized floor plan for your warehouse facility.
Send Inquiry Now
