High-efficiency, space-optimizing automated racking engineering systems configured for the demanding Australian market.

Configured with automated variable frequency speed regulators. Engineered to withstand heavy structural loading compliant with local storage standards.
Technical Data Sheet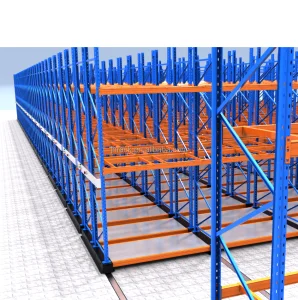
Engineered for cold storage facilities down to -30°C. Optimized profiles prevent rust while maximizing thermal operational efficiency.
Technical Data Sheet
WMS-integrated automated system. Maximizes space utilization up to 85% compared to static selective pallet racking.
Technical Data Sheet
Designed with high-tensile hot-rolled steel structural sections. Includes built-in photoelectric safety barriers and laser alignment sensors.
Technical Data SheetIn modern industrial hubs such as Western Sydney, Melbourne’s South-East, and the Brisbane Trade Coast, industrial land acquisition costs have risen drastically. Warehousing operators, third-party logistics (3PL) providers, and cold chain distribution centers face the challenge of matching high industrial rents with spatial efficiency. Structural storage cannot expand horizontally without incurring prohibitive capital expenditures.
Furthermore, Australia's workplace safety regulations governed by Safe Work Australia mandate strict engineering compliance for racking installations. Standard racking configurations fail to address the critical need for spatial compaction while maintaining 100% pallet accessibility. This is where Motorized Mobile Racking Systems provide a competitive edge.
Every motorized carriage and racking superstructure shipped to Australia must strictly comply with the structural calculation requirements outlined in AS 4084:2023 (Steel Storage Racking). Dongguan Jinhui structures are manufactured and tested to meet local wind load, seismic actions, and static structural load profiles.
Unlike traditional static racking where multiple fixed aisles consume up to 60% of floor space, a motorized mobile rack mounts your pallet racks onto heavy-duty automated structural carriages. Equipped with high-torque gear motors, the system moves along precision floor tracks to open only one single operational aisle at a time, chosen by the forklift operator via RF remote control or automated WMS signals.
Bridging the gap between competitive manufacturing scale, top-tier global metallurgy, and localized engineering requirements.
Purchasing material storage equipment from a certified factory like Dongguan Jinhui Storage Equipment Co., Ltd. allows Australian companies to access high-grade European-standard manufacturing technology at highly competitive price-to-quality ratios. Established in 2017, with over 14 years of design and steel fabrication experience, our processes align with ISO 9001 and CE certifications.
We source heavy structural steel sections from premier domestic mills. Steel alloys such as Q355B (equivalent to Australian standard AS3678 Grade 350) provide structural yielding properties essential under dynamic seismic stresses. Automated robotic welding lines, CNC punching tooling, and electrostatically applied epoxy powder coating systems guarantee that all frames, uprights, and support beams provide structural longevity and rust resistance in diverse warehouse environments.
Transparent display of manufacturing operations, raw material storage, automated welding, and rigorous dimensional tolerance checks.




































Our solutions adapt to the unique operating conditions, weather profiles, and materials handling gear common to Australian industry.
Industrial refrigeration operations represent the highest storage cost per cubic meter. Using motorized racking systems compresses standard aisles into a singular variable pathway, eliminating cold energy leakage. The mechanical carriages are equipped with customized low-temperature gear motors, specialized lubricants, and condensation-proof PLC control systems designed to run continuously at temperatures as low as -30°C.
In fulfillment setups, high product variability (SKU counts) requires constant accessibility. Unlike drive-in racking systems, where operators face FIFO/LIFO access limitations, motorized racking enables direct access to any pallet facing the opened aisle. Integrating the racking controller with your Warehouse Management System (WMS) speeds up picking paths, optimizes forklift routes, and reduces cycle times.
Safety is the primary metric in modern material handling installations. In accordance with local workplace safety regulations, Dongguan Jinhui structures feature built-in multi-layered electronic safety grids:
Explore our full line of industrial logistics systems built to withstand the demands of heavy warehouse storage.

Engineered with Euro-pallet compatibility. Heavy gauge steel construction certified under stringent CE standards.
Technical Data Sheet
Designed for heavy industrial loads. Provides structural rigidity under high-density configurations.
Technical Data Sheet
Intuitive interface designed to simplify forklift entry, maximizing operational efficiency.
Technical Data Sheet
Reinforced safety arrays designed for high-risk zones, seismic areas, and chemical storage hubs.
Technical Data Sheet
Engineered to store pallets two-deep, increasing storage density without sacrificing picking speed.
Technical Data Sheet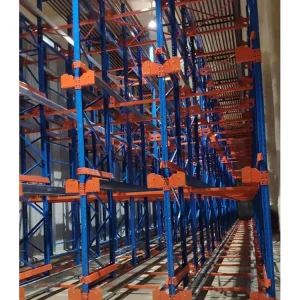
Designed for semi-automated pallet loading and retrieval, reducing forklift drive times.
Technical Data Sheet
Designed for Very Narrow Aisle configurations to maximize vertical warehouse height.
Technical Data Sheet
Custom engineering solutions tailored to meet specialized warehouse load ratings.
Technical Data SheetInstalling motorized mobile racking systems requires accurate structural analysis of the warehouse floor slab. Unlike standard static racking systems, where loads are distributed evenly across fixed positions, a mobile system aggregates the storage load over dynamic points when the mobile carriages cluster together.
To support dynamic wheel loads, the existing concrete slab must meet high floor flatness specifications. Typically, we recommend a minimum slab depth of 200mm to 250mm reinforced with double-layer steel mesh, achieving a compressive strength rating of 32 MPa to 40 MPa. Concrete flatness must be verified to prevent carriage drift and motor strain.
We provide two rail options to suit your facility layout:
Parts of Australia (e.g., Victoria, South Australia, and Western Australian mining zones) have specific seismic safety requirements. Our design engineers use Finite Element Analysis (FEA) to simulate dynamic loads under seismic events as outlined in AS 1170.4. Every upright profile, base plate assembly, and floor anchor is sized to prevent structural collapse under localized seismic stresses.
Consult with our Structural EngineersFrom our manufacturing facility in Dongguan to your logistics center in Sydney, Melbourne, Brisbane, Adelaide, or Perth.
Managing international logistics for structural steel requires precise coordination to prevent site delays and ensure smooth delivery. We offer complete support to simplify the purchasing and logistics process for our clients:
To streamline installation, we provide clear documentation, assembly instructions, and structural wiring diagrams for local contractors. For large-scale projects, we can also dispatch factory engineers to supervise the track installation, carriage assembly, motor alignment, and commissioning phases.
Every component undergoes a 100% QA check before loading. This includes powder coating thickness checks, dimensional checks on punch hole spacing, and load cell tests on structural welds.
Technical answers to help warehouse managers and logistics directors plan their racking projects.
Contact our structural engineering team today for a custom warehouse layout drawing, AS 4084 design consultation, and a detailed project quotation.
Send Inquiry Now