Advanced high-density mobile racking solutions optimized for Uruguay's main logistics corridors and free zones.


Uruguay has positioned itself as the premier logistics hub for the Mercosur region. Strategically located between Brazil and Argentina, the country leverages its "Free Port" status and dedicated Free Trade Zones (Zonas Francas) such as Zonamerica, WTC Free Zone, and Parque de las Ciencias. However, this transit hub expansion comes with a spatial premium. Warehouse footprint cost in metropolitan Montevideo and along Ruta 101 or Ruta 1 has escalated dramatically.
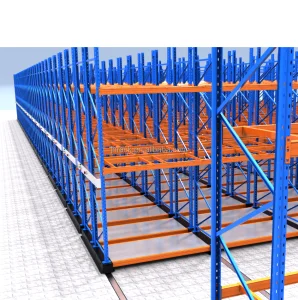
To remain competitive, international distribution firms, agricultural processors (particularly beef, dairy, and wine exporters), and pharmaceutical manufacturers are looking to swap standard selective pallet racking for intelligent, motorized mobile racking systems. By removing fixed aisles and replacing them with a single moving aisle system, Uruguayan operations can double their usable storage volume within the same physical footprint. This dynamic is especially critical in sub-zero environments, where the electrical cost of maintaining a cold storage facility constitutes the second-highest operating expense after labor.
Uruguay's customs exemptions require highly efficient distribution hubs. Motorized mobile racks enable high-speed throughput and rapid sorting within free trade zones.
Uruguay's massive agricultural exports (beef, dairy, fruits) demand cold room mobile racking designed to withstand temperatures down to -25°C without system failure.
While South America's eastern coast is relatively seismically stable, local engineering codes (UNIT) require structural deflection compliance to ensure safe mobile rack operation.
Designing a motorized mobile rack requires precise integration of electrical drives, structural steel calculation, and safety automation. At Jinhui, we ensure that every system is calculated according to the European FEM standards (Federation Européenne de la Manutention) and RMI guidelines, adapting structures to accommodate Euro-pallets or customized local dimensions frequently used in Uruguayan logistics networks.
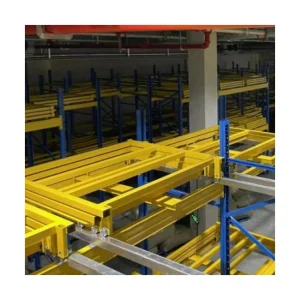
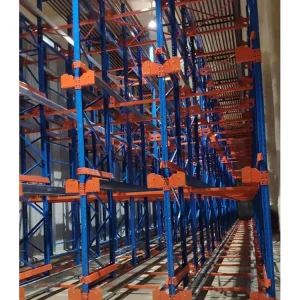
The core structural profile features a heavy-duty cold-formed steel upright with high-strength structural grade powder coat finishes or hot-dip galvanized options for cold-room environments. The base cart utilizes heavy-duty structural steel profiles mounted on high-grade cast steel wheels. The system is propelled by high-performance IP55-rated gear motors utilizing variable frequency drives (VFD) to ensure soft-start and soft-stop operations, eliminating structural jerking and potential load shifts.
| Technical Parameter | Specification Range | Application / Relevance to Uruguay |
|---|---|---|
| Load Capacity per Bay | Up to 24,000 kg per section (up to 4,000 kg per level) | Designed for high-density heavy palletized beef boxes & dairy products. |
| Operating Speed | 4.0 - 5.5 meters per minute (VFD controlled) | Optimizes pallet access times in high-throughput distribution hubs. |
| Temperature Range | -30°C to +40°C (Special lubricants and heating elements) | Perfect for cold room facilities near Montevideo Port. |
| Control Infrastructure | Siemens PLC / Mitsubishi Controllers with Touch Screen HMI | Simplifies local maintenance and integration with WMS / ERP systems. |
Explore our 18,600m² manufacturing facility, showcasing the state-of-the-art machinery and quality inspection processes that back our E-E-A-T standards.
Founded in 2017, Jinhui Storage Equipment maintains an engineering standard that has supported over $16M USD in annual export volume. We employ CNC punching lines, automated robotic welding systems, laser cutters, and high-performance powder coating lines to deliver rack systems that meet the rigorous ISO 9001 standard. Below is the step-by-step production flow of our racking components:




































The global warehousing market is shifting towards semi-automated storage systems. Fully automated AS/RS systems require significant capital investment (CAPEX), which can be hard to justify for many medium-sized operators in Latin America. In contrast, Motorized Mobile Pallet Racks offer a balanced middle-ground. They deliver up to 85% of the storage capacity of an AS/RS at less than half the initial investment, providing a fast return on investment (ROI) that fits the financial landscape of businesses in Montevideo, Canelones, and San José.
Looking ahead, we are focusing on integrating advanced sensor grids and Internet of Things (IoT) technologies. This includes integrating rack systems with cloud-based Warehouse Management Systems (WMS) to automate the sequence of aisle opening. Using machine learning to analyze picking data, the system can automatically group fast-moving items, pre-opening the corresponding aisles during slow shifts to speed up picking times when operations resume.
At Dongguan Jinhui, quality control is backed by a team of 46 professional inspectors who test every component before shipping. Our process includes load capacity testing to evaluate deflection limits under maximum weight, dimensional inspections for rail alignment accuracy, coating thickness measurements to prevent rust in cold room environments, and ultrasonic welding inspections. Supported by over 980 supply chain partners, we ensure reliable delivery schedules, allowing us to export to over 50 countries, including key logistics centers in South America.
Browse our complete catalog of industrial shelving, heavy-duty racking, and automated warehouse solutions.









Standardized structures customized to meet the compliance and operational safety demands of global and local industries.
Using food-safe coatings and specialty low-temperature steel, our mobile systems support cold rooms down to -25°C, reducing cooling volumes to save energy.
High-throughput layouts built for fast-moving items, featuring adjustable configurations that accommodate varying pallet profiles for third-party logistics (3PL) providers.
Clean, dust-resistant profiles built for medical laboratories, featuring quiet operation and precise PLC-driven movement control.
Find answers to common technical, logistics, and installation questions about mobile racking installations in Uruguay.
Motorized mobile racks eliminate fixed aisles, creating a single dynamic aisle that opens only when accessed. This layout increases storage density by up to 85% compared to static selective racking, helping you optimize space and reduce floor footprints in high-value locations like free zones.
Our cold-room racking is designed with specialized electrical components, low-temperature structural steel, and IP65-rated drive motors. These motors utilize internal heating elements to prevent moisture buildup and avoid freezing or locking up when temperatures fluctuate during operations.
Mobile racking requires a level floor to support the guide rails. The slab must be engineered to handle concentrated wheel loads and meet strict flatness tolerances, such as those defined by ASTM E1155 or DIN 18202, to ensure smooth carriage movement.
Our systems feature photoelectric safety barriers along the front of the racks, safety laser scanners on each mobile unit, emergency stop buttons on the control panels, and proximity sensors to prevent movement if an obstruction is detected in the aisle.
Connect with our structural design engineers to receive customized CAD layouts and load calculations tailored to your facility's requirements.
Send Inquiry Now
