Intelligent, high-density space-saving motorized rack configurations optimized for extreme structural integrity and Northern European logistics demands.
Analyzing temperature-controlled challenges, supply chain density goals, and regulatory standards within the Nordic economic zone.
In Finland's modern supply chain framework, warehouse space efficiency is directly correlated with thermal performance and carbon tax control. From structural logistics hubs in Helsinki-Vantaa to manufacturing centers in Tampere, Oulu, and Turku, storage operators are under immense pressure to design energy-efficient storage footprints. High heating and cooling costs in sub-zero Finnish winters dictate that standard warehouses must consolidate footprints. Motorized Mobile Racking systems address this by converting conventional aisles into productive structural racking space, shrinking the volume of space requiring HVAC climate control by up to 45%.
Furthermore, Finland’s leadership in mechanical engineering, paper processing, maritime manufacturing, and bio-industries requires specialized racking variants. Warehouses storing steel coils, heavy industrial machinery components, or sensitive paper rolls require racks built with heavy-duty structural steel profiles capable of managing high dynamic loads safely. Our motorized mobile rack engineering utilizes low-temperature structural steels, such as S355JR grade equivalents, ensuring zero cold embrittlement even under sustained sub-zero temperatures (down to -30°C) common in Finnish deep-freeze food facilities.
The shift towards automation, intelligent space recovery, and reduction of structural footprint overheads.
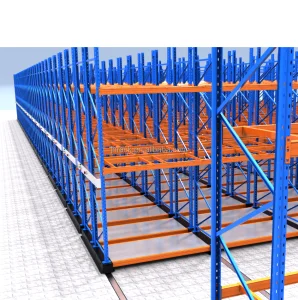
Globally, logistics networks are shifting from wide-aisle storage to semi-automated and fully automated high-density layouts. While static racks require dedicated access channels for every row, motorized mobile racks sit on heavy-duty steel guidance rails embedded directly into the warehouse concrete slab. This structure permits only one dynamic aisle to be open at any given moment, restoring up to 80% to 100% more storage volume on the same floor footprint. Operating globally under CE and ISO compliance frameworks, our motorized systems allow warehouses to scale vertically and horizontally without requiring expensive plant additions.
This space recovery has a direct environmental advantage. By keeping structural facility sizes compact, companies achieve significant reductions in concrete foundations, steel framework costs, and daily operations energy consumption. For Nordic logistics directors tracking SCOPE-1 and SCOPE-2 carbon footprint targets, the incorporation of energy-smart, PLC-controlled motorized racking systems with dynamic eco-modes (automatic lighting activation, smart standby modes) represents a significant advancement in green distribution center architecture.
How our motorized racking platforms fit the distinct needs of regional commercial enterprises.
Optimized for sub-zero food logistics hubs in Helsinki and Vantaa. Heavy-duty galvanized frames prevent corrosion, and special low-temperature lubricants keep the drive motors operating reliably at -30°C.
Specially configured deep-pallet and cantilever-based mobile structures designed for bulky paper rolls, wood packaging material, and timber sub-products in Kotka-Hamina and Saimaa shipping zones.
Configured with heavy-duty structural frames for Tampere's heavy-engineering cluster, holding tool dies, cast elements, and components weighing up to 4000kg per bay with zero deflection.
Underwritten by strict EN guidelines, CE directives, and advanced safety electronics.
Safety is critical in power-operated storage structures. Our motorized mobile rack system is engineered in strict accordance with European standards EN 15095 (for power-operated mobile racking) and EN 15512 (steel static storage systems specification). To satisfy local occupational health safety inspectors in Finland, the system is standardly configured with redundant photoelectric safety light barriers, emergency stop circuits, aisle clearance verification buttons, and structural proximity laser scanners.
The control systems are driven by Siemens S7-1200 or S7-1500 Series PLCs, coupled with industrial variable frequency drives (VFD) for soft-start and soft-stop acceleration. This avoids inertial pallet shifts during movement, minimizing mechanical wear on structural frame joints. The rail design integrates structural wheel guides that evenly distribute vertical wheel loads onto the concrete slab, preserving the integrity of structural floor expansion joints.
Dongguan Jinhui Storage Equipment Co., Ltd. is a professional manufacturer specializing in warehouse storage solutions and industrial racking systems in China.
Since its establishment in 2017, the company has been dedicated to providing high-quality storage equipment for warehouses, factories, logistics centers, supermarkets, and distribution facilities worldwide.
Our manufacturing facility covers over 18,600 square meters, equipped with advanced automatic production lines, precision laser cutting machines, CNC punching equipment, robotic welding systems, and powder coating lines. With strict production management and continuous innovation, we provide reliable and cost-effective storage solutions for customers across different industries.
Jinhui offers a comprehensive range of products including selective pallet racks, heavy-duty warehouse racking, longspan shelving, mezzanine floor systems, drive-in racks, cantilever racks, mobile shelving, steel platforms, wire mesh containers, and customized storage solutions. Every product is designed to maximize warehouse efficiency, improve space utilization, and enhance operational safety.
With an annual export revenue of approximately USD 16 million, our products are exported to more than 50 countries and regions. We have accumulated 8 years of export experience and 14 years of industry experience, serving customers with professional technical support and efficient international trade services.
Quality is the foundation of our business. Our factory operates under a strict quality management system with ISO 9001 certification. Every production process is monitored carefully, and finished products undergo load capacity testing, dimensional inspection, coating thickness measurement, and welding strength inspection before shipment. Our professional quality control team consists of 46 experienced inspectors, ensuring consistent product quality and customer satisfaction.
Supported by over 980 supply chain partners, we maintain stable material sourcing and efficient production schedules, allowing us to deliver projects on time while maintaining competitive pricing.
Our major customers include warehouse solution distributors, logistics companies, industrial manufacturers, retailers, wholesalers, engineering contractors, and e-commerce fulfillment centers across Europe, North America, Southeast Asia, Australia, South America, and the Middle East.
Jinhui has established a strong research and development team with 68 R&D engineers, providing OEM & ODM customized solutions based on warehouse layout, load requirements, and operational needs. Last year, our engineering team successfully launched 126 new products and upgraded storage solutions, demonstrating our continuous commitment to innovation.
Driven by the philosophy of quality, innovation, and customer satisfaction, Dongguan Jinhui Storage Equipment Co., Ltd. strives to become a trusted global partner for warehouse storage systems, delivering durable products, professional service, and long-term value to customers around the world.
A visual walk-through of our industrial manufacturing steps, demonstrating high precision tolerances and material processing.
































Every millimeter tested, every weld verified. Our QC inspectors utilize precision tools to meet local European tolerances.




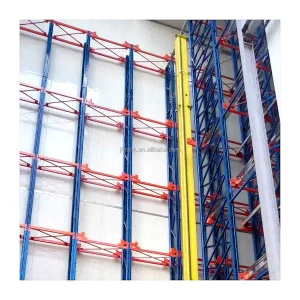
Transitioning from standalone motorized mobile racks to fully integrated cyber-physical storage systems.
The modernization of the warehousing sector in Europe is shifting towards unified cloud-managed logistics environments. Standalone mobile racks are increasingly integrated with existing Warehouse Management Systems (WMS) and Warehouse Control Systems (WCS). Our engineers are designing interface modules that allow racking movements to sync with automated forklift routes. Using sensor arrays, racks can preemptively slide open as a forklift approaches, reducing driver wait times to zero.
Simultaneously, predictive maintenance through built-in IoT modules tracks dynamic changes in motor current draw, gear load, and structural alignment. By analyzing motor behavior in real-time, the system alerts maintenance crews before structural faults occur. This minimizes downtime, which is highly critical for Finnish cold rooms where unplanned storage access failures directly impact temperature-sensitive food quality.
Fully tested and compliant structural storage configurations manufactured for global transport logistics hubs.
Essential operational, engineering, and importation questions answered by Jinhui storage experts.