Engineered for immediate integration in high-capacity warehouse operations across Northern California.


Overcoming space scarcity and strict building codes with advanced engineering.
San Francisco, Oakland, and the surrounding Bay Area represent one of the most space-constrained and expensive industrial real estate markets in the United States. Driven by the tech boom, e-commerce, and high-density manufacturing, the cost per square foot for commercial warehouses remains near historic highs. Industrial operators are forced to rethink traditional storage configurations.
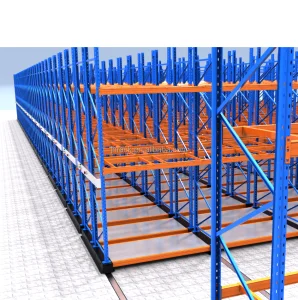
Our Motorized Mobile Racking Systems directly target this issue. By replacing multiple static aisles with a single dynamic, electronically-operated aisle, they allow facilities to recover up to 50% of their floor space or increase overall storage capacity by up to 100% within the exact same footprint. This conversion significantly reduces the cost per pallet position, making urban warehouse facilities viable again.
In Northern California, warehouse racking is not treated merely as shelving; it is categorized as a non-structural building element subject to severe seismic forces. Under the California Building Code (CBC) 2022 and FEMA regulations, racking installed in San Francisco must adhere to Seismic Design Category D, E, or F.
As a professional manufacturer, we custom-engineer our mobile rack systems with high-ductile steel, heavy-duty floor guidance rails, and reinforced base plates. We incorporate automatic seismic lockout triggers that instantly disable moving carriages during a tremor, preventing column buckle or pallet shedding.
Safety is paramount when shifting tons of steel with the push of a button. Our motorized racks feature integrated photo-electronic sensors, laser scanners at the base levels, and safety bumpers. If a worker, forklift, or stray box enters the aisle while it is closing, the system instantly halts the carriage movement.
We utilize advanced Programmable Logic Controllers (PLC) paired with Variable Frequency Drives (VFD) to ensure ultra-smooth acceleration and deceleration. This prevents palletized loads from shifting or tipping during starting and stopping sequences.
Receive a full CAD layout design complying with RMI standards and California Seismic Codes.
Send Inquiry NowA Premier Manufacturer of Precision Engineered Industrial Warehousing Systems
Dongguan Jinhui Storage Equipment Co., Ltd. is a professional manufacturer specializing in warehouse storage solutions and industrial racking systems in China. Since its establishment in 2017, the company has been dedicated to providing high-quality storage equipment for warehouses, factories, logistics centers, supermarkets, and distribution facilities worldwide.
Our manufacturing facility covers over 18,600 square meters, equipped with advanced automatic production lines, precision laser cutting machines, CNC punching equipment, robotic welding systems, and powder coating lines. With strict production management and continuous innovation, we provide reliable and cost-effective storage solutions for customers across different industries.
Jinhui offers a comprehensive range of products including selective pallet racks, heavy-duty warehouse racking, longspan shelving, mezzanine floor systems, drive-in racks, cantilever racks, mobile shelving, steel platforms, wire mesh containers, and customized storage solutions. Every product is designed to maximize warehouse efficiency, improve space utilization, and enhance operational safety.
Quality is the foundation of our business. Our factory operates under a strict quality management system with ISO 9001 certification. Every production process is monitored carefully, and finished products undergo load capacity testing, dimensional inspection, coating thickness measurement, and welding strength inspection before shipment. Supported by over 980 supply chain partners, we maintain stable material sourcing and efficient production schedules, allowing us to deliver projects on time while maintaining competitive pricing.
Witness our highly integrated and automated fabrication processes that guarantee high load limits and structural integrity.




































Leveraging industrial clusters, volume procurement pricing, and direct shipping lines from Port of Shenzhen to Port of Oakland.
By centralizing manufacturing in Dongguan (the hardware capital of China), we leverage direct contracts with steel mills and massive local raw material inventories. This allows us to reduce high production costs by up to 35% compared to local North American fabrication shops, passing the savings to our clients.
Our department of 68 expert engineers acts as your layout consultation team. From unusual aisle configurations, cold store optimization, custom vertical heights, or integrating with high-end automated guidance systems (AGV), we translate your drawings into reality using ISO 9001 certified components.
We streamline the shipping and customs clearance process for Bay Area logistics. Containers are loaded directly at our factory, transferred to the Port of Shenzhen, and shipped straight to the Port of Oakland or the Port of San Francisco. This guarantees transparent, tracked delivery lines.
Explore our CE Certified and heavy-duty configurations optimized for industrial and distribution hubs.






Complementary high-performance gravity flow, RFID integrated, and boltless racking solutions.



Providing semantic solutions matching the diverse commercial profile of Northern California.
With the heavy concentration of biotechnology and life sciences firms in South San Francisco and the East Bay, reliable temperature-controlled storage is vital. Operating cold storage facilities is highly energy intensive, making every cubic foot precious.
Our specialized corrosion-resistant mobile racking systems are engineered for subzero environments (down to -30°C). By converting static pathways to a dynamic configuration, you compress the refrigerated volume footprint, achieving huge reductions in HVAC utility costs while retaining access to every single SKU.
Just north of San Francisco, the global center of viticulture requires climate-monitored warehouse facilities that preserve barrel and bottled stock at perfect humidity and temperature ranges. Motorized mobile racks accommodate bulk cases and barrel pallets on heavy structural steel bases, allowing winemakers to increase storage density within historical cellars.
Silicon Valley relies on rapid assembly and supply-line operations. Microprocessors, server chassis, and sensitive semiconductor parts require secure, clean-room friendly storage environments.
Our racking systems feature integrated electrostatic discharge (ESD) protections, clean profile tracks, and smart PLC interfacing. These systems connect with local Warehouse Management Systems (WMS) to automate the retrieval of parts with extreme accuracy.
As e-commerce targets ultra-fast shipping to San Francisco residents, urban logistics developers are establishing micro-fulfillment centers within former commercial storefronts. High-density mobile racks are the only solution that can accommodate thousands of unique retail items within these tight urban footprints.
Answers to engineering, logistical, and structural compliance queries regarding Bay Area installations.
Speak directly with our senior structural R&D engineers to secure a complimentary layout evaluation, structural load assessment, and localized shipping estimate.



