Explore our flagship heavy-duty industrial systems engineered for optimal volume density and storage efficiency.
The United Kingdom logistics, fulfillment, and storage market is undergoing one of the most significant structural shifts in its modern history. Driven by the rapid growth of e-commerce, changed customs dynamics post-Brexit, and the transition toward resilient, "just-in-case" inventory models, warehouse space is at an absolute premium. Key logistics hubs—ranging from the "Golden Triangle" in the Midlands to major metropolitan peripheries around London, Manchester, and Leeds—are seeing unprecedented land costs and record-low vacancy rates.
In this context, industrial operations can no longer afford the spatial inefficiencies associated with standard wide-aisle selective pallet racking. However, dense block-stacking and traditional drive-in racking often fail to provide the operational speed, inventory selectivity, and safety required by high-throughput distribution environments.
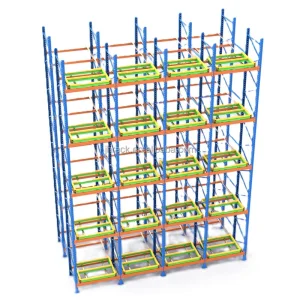
Industrial push-back racking offers a dynamic LIFO (Last-In, First-Out) high-density solution. Utilizing nested, inclined rolling carts that move along gravity-fed rails, the system allows pallets to be stored up to 2 to 6 positions deep. Forklifts load from the front aisle, pushing back existing pallets with the weight of the new load. During retrieval, the removal of the front pallet releases the nested carts behind it, allowing them to glide controlled and smoothly to the picking face. This optimizes cube utilization, reduces structural forklift impact risks, and significantly limits vehicle travel times.
Understanding the physics, metallurgical standards, and mechanics of push-back systems is crucial for global procurement managers. Standard push-back systems consist of three main sub-assemblies: structural upright frames, heavy-duty nested trolley carts, and precision-engineered sloped track guide rails.
For UK facilities operating in temperature-controlled spaces (such as cold storages in Peterborough or Grimsby), structural stability is even more essential. The steel must withstand low-temperature brittleness, and the trolley bearings must feature specialized low-temp lubricants to guarantee smooth mechanical movement without freezing.
A trusted global manufacturer specializing in warehouse storage solutions and industrial racking systems.
Established in 2017, Dongguan Jinhui Storage Equipment Co., Ltd. has developed into a premier international engineering and manufacturing powerhouse. Located in China's manufacturing heartland, our company delivers advanced storage equipment for warehouses, factories, logistics centers, supermarkets, and distribution facilities worldwide.
Our state-of-the-art manufacturing facility covers over 18,600 square meters. The facility is equipped with automated production lines, precision laser cutting machinery, CNC punch presses, robotic welding stations, and high-performance powder coating lines. Underpinned by strict production workflows and design innovation, we offer a comprehensive portfolio including selective pallet racks, heavy-duty shelving, mezzanine floors, drive-in systems, cantilever racks, steel platforms, and customized push-back configurations.
With an annual export revenue of approximately USD 16 million and 8 years of dedicated export experience (coupled with 14 years of industry experience), Jinhui serves customers in over 50 countries. We comply with major international certifications, ensuring structural safety, quality, and prompt project delivery supported by our network of over 980 supply chain partners.
An inside look at our 18,600㎡ factory: advanced machinery, automated welding, and rigorous testing setups.




































At Jinhui, we recognize that structural integrity directly impacts personnel safety and business continuity. Our production facility is certified under ISO 9001 quality management standards. To ensure safety and reliability in UK warehouses, we enforce strict controls at every stage of the manufacturing process:
Continuous steel chemical testing and micrometer profiling ensure all base materials match nominal mill certificate yields.
Automated rolling mills and CNC stamping restrict spatial dimensional variances to less than 0.5mm, ensuring smooth trolley nesting.
Robotic CO2 shielded welding ensures deep penetration and clean bead lines, verified by regular load-bearing structural tests.
Our professional quality control team consists of 46 experienced inspectors. Finished structures are subjected to rigorous physical checks, including load-capacity testing, dimensional alignment validation, coating thickness analysis, and weld strength inspection. For UK buyers, we supply custom calculations confirming compliance with BS EN 15512 structural guidelines.
As logistics hubs become increasingly automated, industrial storage systems must adapt. The future of push-back technology is shifting from purely passive mechanical systems toward smart, sensor-assisted platforms.
Dongguan Jinhui is currently developing and testing integrated RF sensing arrays on our trolley frames. These sensors provide real-time occupancy data directly to your Warehouse Management System (WMS), showing exactly how many carts are filled within a given lane. This eliminates blind spots common in deep LIFO configurations and enhances picking efficiency.
In addition, we prioritize environmental sustainability in manufacturing. Our advanced powder coating line uses non-toxic, TGIC-free coatings that resist chemical corrosion, moisture, and micro-shocks, while significantly reducing industrial carbon footprints.
Sourcing industrial racking systems from overseas requires clear logistical execution and strict regulatory compliance. With 8 years of dedicated export experience, Jinhui handles the end-to-end process to deliver racking components safely to UK sites.
Our shipments are securely packed to prevent shifting or surface damage inside shipping containers. We offer export options including FOB, CIF, and DDU. We routinely deliver to major UK ports, including London Gateway, Felixstowe, Southampton, and Liverpool, handling customs paperwork for swift clearance.
Additionally, Jinhui provides comprehensive installation packages. Every shipment includes step-by-step layout schematics and physical structural calculations. For large-scale projects, we can coordinate with local UK installation teams to ensure the racking is erected safely, anchored securely, and certified under SEMA guidelines.
Get answers to common technical, design, and purchasing questions regarding push-back racking systems.
Explore our complete range of certified storage equipment, custom-tailored for high-density warehousing requirements.