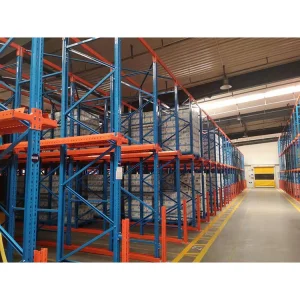
Discover our primary heavy-duty warehouse storage and platform solutions designed to optimize floor efficiency and structural safety across Victoria's major industrial corridors.



Melbourne stands as Australia's largest logistics and supply chain engine, fueled by the rapid expansion of warehousing hubs in areas like Truganina, Altona, Campbellfield, and Dandenong South. As freight volumes through the Port of Melbourne surge, local enterprises are transitioning away from traditional wooden pallets to heavy-duty, high-durability steel pallets and customized industrial racking. The reasons behind this massive shift are rooted in safety compliance, fire hazards, and automated processing.
With warehouse footprints expanding vertically, traditional pallets pose significant risks in high-rack environments. Insurance carriers and fire regulations in Victoria heavily penalize the dry fire loading associated with wooden pallets. Our customized steel pallet systems provide zero combustion risk, exceptional sanitization capability, and long-term dimensional stability, which is vital for modern Automated Storage and Retrieval Systems (AS/RS).
Additionally, Victoria’s cold chain infrastructure for fresh product storage and export demands steel pallets that withstand structural embrittlement at sub-zero temperatures. Jinhui's structural steel pallets, engineered from premium grade Q235B and Q355B steel, maintain structural integrity down to -40°C, providing cold-chain warehouses in Melbourne with unprecedented safety and zero failure rates.

Designing racking components and metal pallets for Australia requires strict adherence to AS 4084.1:2023 (Steel Storage Racking) and regional seismic hazard levels determined under AS 1170.4. Jinhui products are fully engineered, tested, and rated to exceed these requirements.
| Specification Parameter | Standard Australian Requirements | Jinhui Steel Pallet Performance Specs |
|---|---|---|
| Footprint Sizes | 1165 mm x 1165 mm (Standard Australian Footprint) | Custom 1165mm, 1200 x 1000mm, or customizable to Millimeter precision |
| Steel Grade & Quality | High yield strength cold-formed structural sections | Premium structural steel Q235B / Q355B (equivalent to AS3678 Grade 250/350) |
| Finishing & Protection | Rust prevention & impact-resistant outdoor durability | Hot-Dip Galvanizing (ISO 1461 compliant) or AkzoNobel Powder Coating |
| Dynamic Load Capacity | Min. 1,000 kg for pallet rack safety | 1,500 kg to 2,500 kg uniform distributed load (UDL) dynamic |
| Static Load Capacity | Min. 4,000 kg base level load | Up to 6,000 kg static capacity on level concrete slab |
| Deflection Limit | Span/200 under full load as per AS4084 | Span/240 or tighter for specialized robotic automated warehouses |
Step inside our ISO-certified factory to see how raw steel is machined, cut, bent, welded, and finished to form high-strength logistics equipment.



































Jinhui designs and engineers integrated metal storage systems that solve bottleneck issues in modern material handling.
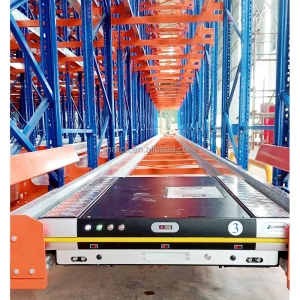
For Melbourne distribution centers handling massive volumes of high-turnover goods, our Radio Shuttle Racking Systems provide an semi-automated alternative to drive-in racks. These systems utilize motorized shuttles that transport steel pallets along storage channels, maximizing volumetric storage density and reducing lift truck transit times.
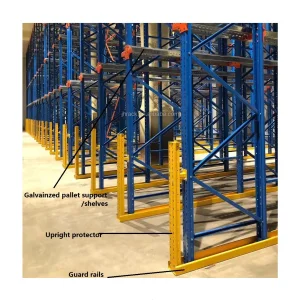
Victoria's multi-million-dollar cold chain food and pharmaceutical sectors demand structural support systems that resist low-temperature metal fatigue and moisture corrosion. Jinhui's hot-dip galvanized steel racking systems ensure stable, non-porous surfaces that prevent condensation build-up and fungal contamination, making them perfect for cold storage facilities in Melbourne.
Dongguan Jinhui Storage Equipment Co., Ltd. is a leading manufacturer specializing in industrial warehouse storage solutions and commercial racking systems. Since our establishment in 2017, we have committed to delivering reliable, safe, and highly efficient structural storage equipment for factories, logistics centers, supermarkets, and international distribution facilities.
Our state-of-the-art production complex spans over 18,600 square meters. We have invested heavily in high-performance automation: precision CNC punching systems, robotic welding cells, fiber laser cutters, and electrostatic powder coating lines. We maintain strict manufacturing procedures to guarantee that every batch of upright columns, load beams, and steel pallets meets structural safety specifications.
Our product portfolio covers the full spectrum of industrial storage solutions: selective pallet racks, heavy-duty warehouse racking, longspan shelving, mezzanine floor systems, drive-in racks, cantilever racks, mobile shelving, steel platforms, wire mesh containers, and customized steel pallets. Our systems are engineered to maximize space utilization while prioritizing employee safety.
With an annual export volume reaching USD 16 million, Jinhui products are widely utilized across more than 50 countries. Backed by 8 years of dedicated export experience and 14 years of industry manufacturing knowledge, we provide seamless international trade service, complete engineering design documentation, and structural layout design services for your warehouse operations.
We work with 980+ supply chain partners to ensure raw material availability and stable lead times. We support warehouse distributors, third-party logistics (3PL) providers, manufacturers, and e-commerce distribution networks throughout Europe, North America, Southeast Asia, Australia, and the Middle East.
Get answers to technical queries regarding structural performance, Australian compliance, and ordering procedures.
Contact our engineering support team for tailored layouts, loading analysis, and competitive factory-direct quotes.
Explore our broader line of heavy-duty industrial racks, automated shuttle platforms, VNA systems, and space-saving flow rack solutions designed for high-throughput operations.